


2. CEMENT
Cement is a binder, a substance that sets and hardens and can bind other materials together. Cements used in construction can be characterized as being either hydraulic or non-hydraulic, depending upon the ability of the cement to be used in the presence of water.Non-hydraulic cement will not set in wet conditions or underwater, rather it sets as it dries and reacts with carbon dioxide in the air. It can be attacked by some aggressive chemicals after setting.Hydraulic cement is made by replacing some of the cement in a mix with activated aluminium silicates, pozzolanas, such as fly ash. The chemical reaction results in hydrates that are not very water-soluble and so are quite durable in water and safe from chemical attack. This allows setting in wet condition or underwater and further protects the hardened material from chemical attack (e.g., Portland cement).
Use
• Cement mortar for Masonry work, plaster and pointing etc.
• Concrete for laying floors, roofs and constructing lintels,beams,weather-
shed,stairs,pillars etc.
• Construction for important engineering structures such
asbridge,culverts,dams,tunnels,light house,clocks,etc.
• Construction of water,wells, tennis courts,septic tanks, lamp posts, telephone cabins
etc.
• Making joint for joints,pipes,etc.
• Manufacturing of precast pipes,garden seats, artistically designed wens, flower posts,
etc.
• Preparation of foundation, water tight floors, footpaths, etc.
Types of Cements
Many types of cements are available in markets with different compositions and for use in different environmental conditions and specialized applications. A list of some commonly used cement is described in this section:
14 * Under revision
Ordinary Portland cement
Ordinary Portland cement is the most common type of cement in general use around the world. This cement is made by heating limestone (calcium carbonate) with small quantities of other materials (such as clay) to 1450°C in a kiln, in a process known as calcination, whereby a molecule of carbon dioxide is liberated from the calcium carbonate to form calcium oxide, or quicklime, which is then blended with the other materials that have been included in the mix. The resulting hard substance, called 'clinker', is then ground with a small amount of gypsum into a powder to make 'Ordinary Portland Cement'(often referred to as OPC). Portland cement is a basic ingredient of concrete, mortar and most non-specialty grout. The most common use for Portland cement is in the production of concrete. Concrete is a composite material consisting of aggregate (gravel and sand), cement, and water. As a construction material, concrete can be cast in almost any shape desired, and once hardened, can become a structural (load bearing) element. Portland cement may be grey or white.
• This type of cement use in construction when there is no exposure to sulphates in the soil or ground water.
• Lime saturation Factor is limited between i.e. 0.66 to 1.02.
• Free lime-cause the Cement to be unsound.
• Percentage of (AL2O3/Fe2O3) is not less than 0.66.
• Insoluble residue not more than 1.5%.
• Percentage of SO3 limited by 2.5% when C3A < 7% and not more than 3% when C3A >7%.
• Loss of ignition -4%(max)
• Percentage of Mg0-5% (max.)
• Fineness -not less than 2250 cm2/g.
Rapid hardening Portland cement
• It is firmer than Ordinary Portland Cement
• It contains more C3S are less C2S than the ordinary Portland cement.
• Its 3 days strength is same as 7 days strength of ordinary Portland cement.
Low heat Portland cement
• Heat generated in ordinary Portland cement at the end of 3days 80 cal/gm. While in low heat cement it is about 50cal/gm of cement.
• It has low percentage of C3A and relatively more C2S and less C3S than O.P. Cement.
• Reduce and delay the heat of hydration. British standard ( B S. 1370 : 1974 ) limit the heat of hydration of this cement.
Sulphate resisting Portland cement
• Maximum C3A content by 3.5% and minimum fineness by 2500 cm'/g.
15 * Under revision
• Firmer than ordinary pot land cement.
• Sulphate forms the sulpha-aluminates which have expensive properties and so causes
disintegration of concrete.
Sulphate resisting Portland cement
• For this cement, the silage as obtained from blast furnace is used
• The clinkers of cement are ground with about 60 to 65 percent of slag.
• Its strength in early days is less and hence it required longer curing period. It proves
to be economical as slag, which is a Waste product, is used in its manufactures.
Pozzolanic cement
• As per Indian standard, the proportions of Pozzolana may be 10 to 25 % by weight. e.2. Burnt clay, shale, Fly ash.
• This Cement has higher resistance to chemical agencies and to sea water because of absence of lime.
• It evolves less heat and initial strength is less but final strength is 28 days onward equal to ordinary Portland cement.
• It possesses less resistance to the erosion and weathering action.
• It imparts higher degree of water tightness and it is cheap.
White Portland cement
• Grey colour of O.P. cement is due to presence of Iron Oxide. Hence in White Cement Fe,,O, is limited to 1 %. Sodium Alumina Ferrite (Crinoline) NavAlF6 is added to act as flux in the absence of Iron-Oxide. •:
• It is quick drying, possesses high strength and has superior aesthetic values and it also cost lee than ordinary Cement because of specific requirements imposed upon the raw materials and the manufacturing process.
• White Cement are used in Swimming pools, for painting garden furniture, moulding sculptures and statues etc.
Coloured Portland
• The Cement of desired colour may be obtained by mixing mineral pigments with ordinary Cement.
• The amount of colouring material may vary from 5 to 10 percent. If this percentage exceeds 10percent, the strength of cements is affected.
• The iron Oxide in different proportions gives brown, red or yellow colour. The coloured Cement are widely used for finishing of floors, window sill slabs, stair treads etc.
Expansive cement
16 * Under revision
• This type of cement is produced by adding an expanding medium like sulphoaluminate and a stabilising agent to the ordinary cement.
• The expanding cement is used for the construction of water retaining structures and for repairing the damaged concrete surfaces.
High alumina cement
• This cement is produced by grilling clinkers formed by calcining bauxite and lime. It can stand high temper lures.
• If evolves great heat during setting. It is therefore not affected by frost. Composition of Cement clinker
The various constituents combine in burning and form cement clinker. The compounds formedin the burning process have the properties of setting and hardening in the presence ofwater.They are known as Bogue compounds after the name of Bogue who identified them. These compounds are as follows: Alite (Tricalcium silicate or C3S), Belite (Dicalcium silicate or C2S), Celite (Tricalciumalluminate or C3A) andFelite (Tetracalciumalumino ferrite or C4AF).
Tricalcium silicate
It is supposed to be the best cementing material and is well burnt cement.It is about 25-50% (normally about 40 per cent) of cement. It renders the clinker easier to grind,increases resistance to freezing and thawing, hydrates rapidly generating high heat and developsan early hardness and strength. However, raising of C3S content beyond the specified limitsincreases the heat of hydration and solubility of cement in water. The hydrolysis of C3S is mainly responsible for 7 day strength and hardness. The rate of hydrolysis of C3S and the character of gel developed are the main causes of the hardness and early strength of cement paste. The heat of hydration is 500 J/g.
Dicalcium silicate
It constitutes about 25-40% (normally about 32 per cent) of cement. It hydrates andhardens slowly and takes long time to add to the strength (after a year or more). It impartsresistance to chemical attack. Rising of C2S content renders clinker harder to grind, reducesearly strength, decreases resistance to freezing and thawing at early ages and decreases heat ofhydration. The hydrolysis of C2S proceeds slowly. At early ages, less than a month, C2S has little influence on strength and hardness. While after one year, its contribution to the strength and hardness is proportionately almost equal to C3S. The heat of hydration is 260 J/g.
Tricalciumalluminate
It is about 5-11% (normally about 10.5 per cent) of cement. It rapidlyreacts with water and is responsible for flash set of finely grounded clinker. The rapidity ofaction is regulated by the addition of 2-3% of gypsum at the time of grinding cement. Tricalciumaluminate is responsible for the initial set, high heat of hydration and has greater tendency tovolume changes causing cracking. Raising the C3A content reduces the setting time, weakens
17 * Under revision
resistance to sulphate attack and lowers the ultimate strength, heat of hydration and contractionduring air hardening. The heat of hydration of 865 J/g.
Tetracalciumalumino ferrite
It constitutes about 8–14% (normally about 9 per cent) of cement. It isresponsible for flash set but generates less heat. It has poorest cementing value. Raising theC4AF content reduces the strength slightly. The heat of hydration is 420 J/g.
Hydration of Cement
In the anhydrous state, four main types of minerals are normally present: alite, belite, celiteand felite. Also present are small amounts of clinker sulfate (sulfates of sodium, potassium and calcium) and gypsum, which was added when the clinker was ground up to produce the familiar grey powder.
When water is added, the reactions which occur are mostly exothermic, that is, the reactions generate heat. We can get an indication of the rate at which the minerals are reacting by monitoring the rate at which heat is evolved using a technique called conduction calorimetry.Almost immediately on adding water some of the clinker sulphates and gypsum dissolve producing an alkaline, sulfate-rich, solution.Soon after mixing, the (C3A) phase (the most reactive of the four main clinker minerals) reacts with the water to form an aluminate- rich gel (Stage I on the heat evolution curve above). The gel reacts with sulfate in solution to form small rod-like crystals of ettringite. (C3A) reaction is with water is strongly exothermic but does not last long, typically only a few minutes, and is followed by a period of a few hours of relatively low heat evolution. This is called the dormant, or induction period (Stage II).The first part of the dormant period, up to perhaps half-way through, corresponds to when concrete can be placed. As the dormant period progresses, the paste becomes too stiff to be workable.At the end of the dormant period, the alite and belite in the cement start to react, with the formation of calcium silicate hydrate and calcium hydroxide. This corresponds to the main period of hydration (Stage III), during which time concrete strengths increase. The individual grains react from the surface inwards, and the anhydrous particles become smaller. (C3A) hydration also continues, as fresh crystals become accessible to water.The period of maximum heat evolution occurs typically between about 10 and 20 hours after mixing and then gradually tails off. In a mix containing OPC only, most of the strength gain has occurred within about a month. Where OPC has been partly-replaced by other materials, such as fly ash, strength growth may occur more slowly and continue for several months or even a year.Ferrite reaction also starts quickly as water is added, but then slows down, probably because a layer of iron hydroxide gel forms, coating the ferrite and acting as a barrier, preventing further reaction.
Products of Hydration
18 * Under revision
During Hydration process several hydrated compounds are formed most important of which are, Calcium silicate hydrate, calcium hydroxide and calcium aluminium hydrates which is important for strength gain.
Calcium silicate hydrate:
This is not only the most abundant reaction product, occupying about 50% of the paste volume, but it is also responsible for most of the engineering properties of cement paste. It is often abbreviated, using cement chemists' notation, to "C-S-H," the dashes indicating that no strict ratio of SiO2 to CaO is inferred. C-S-H forms a continuous layer that binds together the original cement particles into a cohesive whole which results in its strong bonding capacity. The Si/Ca ratio is somewhat variable but typically approximately 0.45-0.50 in hydrated Portland cement but up to perhaps about 0.6 if slag or fly ash or microsilica is present, depending on the proportions.
Calcium hydroxide:
The other products of hydration of C3S and C2S are calcium hydroxide. In contrast to theC- S-H, the calcium hydroxide is a compound with distinctive hexagonal prism morphology. It constitutes 20 to 25 per cent of the volume of solids in the hydrated paste. The lack ofdurability of concrete is on account of the presence of calcium hydroxide. The calcium hydroxide also reacts with sulphates present in soils or water to form calcium sulphate which further reacts with C3A and cause deterioration of concrete. This is known as sulphate attack. To reduce the quantity of Ca (OH)2 in concrete and to overcome its bad effects by converting it into cementitious product is an advancement in concrete technology.The use of blendingmaterials such as fly ash, silica fume and such other pozzolanic materials are the steps toovercome bad effect of Ca(OH)2 in concrete. However, Ca(OH)2 is alkaline in nature due to which it resists corrosion in steel.
Calcium aluminium hydrates:
These are formed due to hydration of C3A compounds. The hydrated aluminates do notcontribute anything to the strengthof concrete. On the other hand, theirpresence is harmful to the durabilityof concrete particularly where theconcrete is likely to be attacked bysulphates. As it hydrates very fast itmay contribute a little to the earlystrength.
Various tests on cement:
Basically two types of tests are under taken for assessing the quality of cement. These are either field test or lab tests. The current section describes these tests in details.
Field test:
There are four field tests may be carried out to as certain roughly the quality of cement.There are four types of field tests to access the colour, physical property, and strength of the cement as described below.
Colour
19 * Under revision
• The colour of cement should be uniform.
• It should be typical cement colour i.e. grey colour with a light greenish shade. Physical properties
• Cement should feel smooth when touched between fingers.
• If hand is inserted in a bag or heap of cement,it should feel cool. Presence of lumps
• Cement should be free from lumps.
• For a moisture content of about 5 to 8%,this increase of volume may be much as 20 to
40 %,depending upon the grading of sand.
Strength
• A thick paste of cement with water is made on a piece of thick glass and it is kept under water for 24 hours.It should set and not crack.
Laboratory tests:
Six laboratory tests are conducted mainly for assessing the quality of cement. These are: fineness, compressive strength, consistency, setting time, soundness and tensile strength.
Fineness
• This test is carried out to check proper grinding of cement.
• The fineness of cement particles may be determined either by sieve test or
permeability apparatus test.
• In sieve test ,the cement weighing 100 gm is taken and it is continuously passed for
15 minutes through standard BIS sieve no. 9.The residue is then weighed and this
weight should not be more than 10% of original weight.
• In permeability apparatus test,specific area of cement particles is calculated.This test
is better than sieve test.The specific surface acts as a measure of the frequency of particles of average size.
Compressive strength
• This test is carried out to determine the compressive strength of cement.
• The mortar of cement and sand is prepared in ratio 1:3.
• Water is added to mortar in water cement ratio 0.4.
• The mortar is placed in moulds.The test specimens are in the form of cubes and the
moulds are of metals.For 70.6 mm and 76 mm cubes ,the cement required is 185gm
and 235 gm respectively.
• Then the mortar is compacted in vibrating machine for 2 minutes and the moulds are
placed in a damp cabin for 24 hours.
• The specimens are removed from the moulds and they are submerged in clean water
for curing.
• The cubes are then tested in compression testing machine at the end of 3days and 7
days. Thus compressive strength was found out.
Consistency
20 * Under revision
• The purpose of this test is to determine the percentage of water required for preparing cement pastes for other tests.
• Take 300 gm of cement and add 30 percent by weight or 90 gm of water to it.
• Mix water and cement thoroughly.
• Fill the mould of Vicat apparatus and the gauging time should be 3.75 to 4.25
minutes.
• Vicat apparatus consists of aneedle is attached a movable rod with an indicator
attached to it.
• There are three attachments: square needle,plungerand needle with annular collar.
• The plunger is attached to the movable rod.the plunger is gently lowered on the paste
in the mould.
• The settlement of plunger is noted.If the penetration is between 5 mm to 7 mm from
the bottom of mould,the water added is correct.If not process is repeated with different percentages of water till the desired penetration is obtained.
Setting time
• This test is used to detect the deterioration of cement due to storage.The test is performed to find out initial setting time and final setting time.
• Cement mixed with water and cement paste is filled in the Vicat mould.
• Square needle is attached to moving rod of vicat apparatus.
• The needle is quickly released and it is allowed to penetrate the cement paste.In the
beginningthe needle penetrates completely.The procedure is repeated at regular
intervals till the needle does not penetrate completely.(upto 5mm from bottom)
• Initial setting time =<30min for ordinary Portland cement and 60 min for low heat
cement.
• The cement paste is prepared as above and it is filled in the Vicat mould.
• The needle with annular collar is attached to the moving rod of the Vicat apparatus.
• The needle is gently released. The time at which the needle makes an impression on
test block and the collar fails to do so is noted.
• Final setting time is the difference between the time at which water was added to
cement and time as recorded in previous step,and it is =<10hours.
Soundness
• The purpose of this test is to detect the presence of uncombined lime in the cement.
• The cement paste is prepared.
• The mould is placed and it is filled by cement paste.
• It is covered at top by another glass plate.A small weight is placed at top and the
whole assembly is submerged in water for 24 hours.
• The distance between the points of indicator is noted.The mould is again placed in
water and heat is applied in such a way that boiling point of water is reached in about
30 minutes. The boiling of water is continued for one hour.
• The mould is removed from water and it is allowed to cool down.
21 * Under revision
• The distance between the points of indicator is again measured.The difference between the two readings indicates the expansion of cement and it should not exceed 10 mm.
Tensile strength
• This test was formerly used to have an indirect indication of compressive strength of cement.
• The mortar of sand and cement is prepared.
• The water is added to the mortar.
• The mortar is placed in briquette moulds.The mould is filled with mortar and then a
small heap of mortar is formed at its top.It is beaten down by a standard spatula till water appears on the surface.Same procedure is repeated for the other face of briquette.
• The briquettes are kept in a damp for 24 hours and carefully removed from the moulds.
• The briquettes are tested in a testing machine at the end of 3 and 7 days and average is found out.
22 * Under revision
3. CONCRETE
Concrete is a composite material composed mainly of water, aggregate, and cement. Often, additives and reinforcements are included in the mixture to achieve the desired physical properties of the finished material. When these ingredients are mixed together, they form a fluid mass that is easily molded into shape. Over time, the cement forms a hard matrix which binds the rest of the ingredients together into a durable stone-like material with many uses.
The aim is to mix these materials in measured amounts to make concrete that is easy to: Transport, place, compact, finish and which will set, and harden, to give a strong and durable product. The amount of each material (ie cement, water and aggregates) affects the properties of hardened concrete.
Production of concrete
A good quality concrete is essentially a homogeneous mixture of cement, coarse and fineaggregates and water which consolidates into a hard mass due to chemical action between the cement and water. Each of the four constituents has a specific function. The coarser aggregate acts as a filler. The fine aggregate fills up the voids between the paste and the coarse aggregate. The cement in conjunction with water acts as a binder. The mobility of the mixture is aided by the cement paste, fines and nowadays, increasingly by the use of admixtures.The stages of concrete productionare:Batching or measurement of materials, Mixing, Transporting, Placing, Compacting, Curing andFinishing.
Batching
It i s the process of measuring concrete mix ingredients either by volume or by mass and introducing them into the mixture. Traditionally batching is done by volume but most specifications require that batching be done by mass rather than volume.The proportions of various ingredients are determined by proper mix design.
A concrete mix is designed to produce concrete that can be easily placed at the lowest cost. The concrete must be workable and cohesive when plastic, then set and harden to give strong and durable concrete. The mix design must consider the environment that the concrete will be in; ie exposure to sea water, trucks, cars, forklifts, foot traffic or extremes of hot and cold. Proportioning concrete is a mixture of cement, water, coarse and fine aggregates and admixtures. The proportions of each material in the mixture affects the properties of the final
23 * Under revision
hardened concrete. These proportions are best measured by weight. Measurement by volume is not as accurate, but is suitable for minor projects.
Cement content as the cement content increases, so does strength and durability. Therefore to increase the strength, increase the cement content of a mix. WaterContent adding more water to a mix gives a weaker hardened concrete. Always use as little water as possible, only enough to make the mix workable.Water to cement ratio as the water to cement ratio increases, the strength and durability of hardened concrete decreases. To increase the strength and durability of concrete, decrease the water-cement ratio.Aggregates too much fine aggregate gives a sticky mix. Too much coarse aggregate gives a harsh or boney mix.Mixing concrete must be mixed so the cement, water, aggregates and admixtures blend into an even mix. Concrete is normally mixed by machine. Machine mixing can be done on-site or be a pre-mixed concrete company. Pre-mixed concrete is batched (proportioned) at the plant to the job requirements. Truck mixing the materials are normally added to the trucks at batching plants and mixed for required time and speed at the plant. The trucks drum continues to rotate to agitate the concrete as it is delivered to the site. Site mixing when site mixing begin by loading a measured amount of coarse aggregate into the mixer drum. Add the sand before the cement, both in measured amounts.
Mixing
The mixing operation consists of rotation or stirring, the objective being to coat the surface the all aggregate particles with cement paste, and to blind all the ingredients of the concrete into a uniform mass; this uniformity must not be disturbed by the process of discharging from the mixer. The mixing may done by manually or by mechanical means like, Batch mixer, Tilting drum mixer, Non tilting drum mixer, Pan type mixer, Dual drum mixer or Continuous mixers.
There are no general rules on the order of feeding the ingredients into the mixer as this depend on the properties of the mixer and mix. Usually a small quantity of water is fed first, followed by all the solids materials. If possible greater part of the water should also be fed during the same time, the remainder being added after the solids. However, when using very dry mixes in drum mixers it is necessary to feed the coarse aggregate just after the small initial water feed in order to ensure that the aggregate surface is sufficiently wetted.
24 * Under revision
Compaction
The operation of placing and compaction are interdependent and are carried out simultaneously. They are most important for the purpose of ensuring the requirements of strength, impermeability and durability of hardened concrete in the actual structure. As for as placing is concerned, the main objective is to deposit the concrete as close as possible to its final position so that segregation is avoided and the concrete can be fully compacted. The aim of good concrete placing can be stated quite simply.
It is to get the concrete into position at a speed, and in a condition, that allow it to be compacted properly. To achieve proper placing following rules should be kept in mind:The concrete should be placed in uniform layers, not in large heaps or sloping layers.The thickness of the layer should be compatible with the method of vibration so that entrapped air can be removed from the bottom of each layer.The rate of placing and of compaction should be equal. If you proceed too slowly, the mix could stiffen so that it is no longer sufficiently workable. On no account should water ever be added to concrete that is setting. On the other hand, if you go too quickly, you might race ahead of the compacting gang, making it impossible for them to do their job properly. Each layer should be fully compacted before placing the next one, and each subsequent layer should be placed whilst the underlying layer is still plastic so that monolithic construction is achieved. Collision between concrete and formwork or reinforcement should be avoided.For deep sections, a long down pipe ensures accuracy of location of concrete and minimum segregation.You must be able to see that the placing is proceeding correctly, so lighting should be available for large, deep sections, and thin walls and columns.Once the concrete has been placed, it is ready to be compacted. The purpose of compaction is to get rid of the air voids that are trapped in loose concrete.
It is important to compact the concrete fully because:Air voids reduce the strength of the concrete. For every 1% of entrapped air, the strength falls by somewhere between 5 and 7%. This means that concrete containing a mere 5% air voids due to incomplete compaction can lose as much as one third of its strength.Air voids increase concrete's permeability. That in turn reduces its durability. If the concrete is not dense and impermeable, it will not be watertight. It will be less able to withstand aggressive iquids and its exposed surfaces will weather badly.Moisture and air are more likely to penetrate to the reinforcement causing it to rust. Air voids impair contact between the mix and reinforcement (and, indeed, any other embedded metals). The required bond will not be achieved and the reinforced member will
25 * Under revision
not be as strong as it should be.Air voids produce blemishes on struck surfaces. For instance, blowholes and honeycombing might occur. There are two methods for compaction which includes: vibration by vibrators or by tamping using tamping rods.
Curing
Curing is the process of making the concrete surfaces wet for a certain time period after placing the concrete so as to promote the hardening of cement. This process consists of controlling the temperature and the movement of moisture from and into the concrete.
Curing of concrete is done for the following purposes. Curing is the process of controlling the rate of moisture loss from concrete to ensure an uninterrupted hydration of Portland cement after concrete has been placed and finished in its final position.Curing also helps maintain an adequate temperature of concrete in its early stages, as this directly affects the rate of hydration of cement and eventually the strength gain of concrete or mortars.
Curing of concrete must be done as soon as possible after placement and finishing and must continue for a reasonable period of time, for the concrete to achieve its desired strength and durability.Uniform temperature should be maintained throughout the concrete depth to avoid thermal shrinkage cracks.
Material properties are directly related to micro-structure. Curing assists the cement hydration reaction to progress steadily and develops calcium silicate hydrate gel, which binds aggregates leading to a rock solid mass,makes concrete denser, decreases the porosity and enhances the physical and mechanical properties of concrete.
Some other purposes of curing can be summed up as: curing protects the concrete surfaces from sun and wind, the process of curing increase the strength of the structure, the presence of water is essential to cause the chemical action which accompanies the setting of concrete. Generally there is adequate quantity of water at the time of mixing to cause the hardening of concrete,but it is necessary to retain water until the concrete is fully hardened.
If curing is efficient, the strength of concrete gradually increases with age. This increase in strength is sudden and rapid in early stages and it continues slowly for an indefinite period.By proper curing, the durability and impermeability of concrete are increased and shrinkage is reduced.The resistance of concrete to abrasion is considerably increased by proper curing.
26 * Under revision
Curing period:
For ordinary Portland cement, the curing period is about 7 days to 14 days.If rapid hardening cement is used the curing period can be considerably reduced.
Disadvantages of improper curing:
Following are the disadvantages of improper curing of concrete:
The chances of ingress of chlorides and atmospheric chemicals are very high.The compressive and flexural strengths are lowered.The cracks are developed due to plastic shrinkage, drying shrinkage and thermal effects.The durability decreases due to higher permeability.The frost and weathering resistances are decreased.The rate of carbonation increases.The surfaces are coated with sand and dust and it leads to lower the abrasion resistance.The disadvantages are more prominent in those parts of surfaces which are directly exposed or which have large surfaces compared to depth such as roads, canal, bridges, cooling towers, chimneys etc.
Factors affecting evaporation of water from concrete:
The evaporation of water depends upon the following 4 factors: Air temperature, Fresh concrete temperature, Relative humidity and Wind velocity.
From the above mentioned factors it can be concluded environment directly influences the process of evaporation, hence only the fresh concrete temperature can be monitored or supervised by the concrete technologists.The evaporation of water in the first few hours can leave very low amount of water in the concrete hydration, this leads to various shrinkage cracks.Under normal condition the average loss of water varies from 2.5 to 10 N per m2 per hour.The major loss occurs in the top 50 mm layer over a period of 3 hours, the loss could be about 5% of the total volume of that layer.
Methods of curing:
While selecting any mode of curing the following two factors are considered:
• The loss of water should be prevented.
• The temperature should be kept minimum for dissipation of heat of hydration. Methods of curing can be categorised into the following categories:
27 * Under revision
Water curing-preventing the moisture loss from the concrete surface by continuously wetting the exposed surface of concrete.
Membrane curing-minimizing moisture loss from concrete surface by covering it with an impermeable membrane.
Steam curing-keeping the surface moist and raising the temperature of concrete to accelerate the rate of strength gain.
Water curing is of the following types:
Ponding: most inexpensive and common method of curing flat slabs, roofs, pavements etc. A dike around the edge of the slab, is erected and water is filled to create a shallow pond. Care must be taken to ensure that the water in the pond does not dry up, as it may lead to an alternate drying and wetting condition.
Sprinkling: fogging and mist curing- using a fine spray or fog or moist of water to the concrete can be efficient method of supplying water to concrete during hot weather, which helps to reduce the temperature of concrete.
Wet coverings: water absorbent fabrics may be used to maintain water on concrete surfaces. They must be continuously kept moist so as to prevent the fabrics from absorbing water from the body of concrete,due to capillary action.
Impermeable membrane curing is of following types:-
Formwork: leaving the form work in place during the early age of concrete is an efficient method of curing.
Plastic sheeting: plastic sheets form an effective barrier to control the moisture losses from the surface of concrete, provided they are secured properly and protected from damage. The efficiency of this system can be enhanced by flooding the concrete surface with water, under the plastic sheet.
Membrane curing compounds: Curing compounds are wax, acrylic and water based liquids are spread over the freshly finished concrete to form an impermeable membrane that minimises the loss of moisture from the concrete surfaces.These are cost effective methods of curing where standard curing procedures are difficult to adopt.When applied to cure concrete the time of the application is critical for maximum effectiveness.Too early application dilutes the membrane, whereas too late application results in being absorbed into the concrete.They
28 * Under revision
must be applied when the free water on the surface has evaporated.For concrete with low w/c ratio, this is not a suitable process.
Steam curing: Steam curing is the process of accelerating the early hardening of concrete and mortars by exposing it to steam and humidity. These types of curing systems are adopted for railway sleepers, concrete blocks, pipes, manhole covers, poles etc.Precast iron is cured by this method under pressure.Curing in hot and cold weather requires additional attention.
Hot weather: During hot weather, concrete must be protected from excessive drying and from direct wind and sun. Curing materials which reflect sunlight to reduce concrete temperature must be used.
Cold weather: Some problems associated with temperature below 400C are:
• Freezing of concrete before strength is developed.
• Slow development of concrete strength.
• Thermal stresses induced by the cooling of warm concrete to cooler ambient
temperatures
Chemical curing: In this method water is sprinkled over the surface, after adding certain amount of some hygroscopic material (e.g. sodium chloride or calcium chloride). The hygroscopic materials absorb moisture from the atmosphere and thus keep the surface damp.
Alternating current curing: Concrete can be cured by passing alternating current through freshly laid concrete.
Water cement ratio and compressive strength
A cement of average composition requires about 25% of water by mass for chemical reaction. In addition, an amount of water is needed to fill the gel pores. Nearly 100 years ago, Duff Abrams discovered the direct relationship between water-to-cement ratio and strength, i.e.,lesser the water used higher the strength of the concrete,since too much water leaves lots of poresin the cement past. According toAbram’s law, the strength of fully compacted concrete at a given age and normal temperature is inversely proportional to the water – cement ratio. Here the water-cement ratio is the relative weight of water to the cement in the mixture. For most applications, water-to-cement ratio should be between 0.4 and 0.5 lower for lower permeability and higher strength. In concrete, the trade off, of course,is with workability, since very low water content result in very stiff mixtures that are difficult to place. The water-to-cement ratio is a factor selected by the civil engineer.
29 * Under revision
Workability
Workability is one of the physical parameters of concrete which affects the strength and durability as well as the cost of labor and appearance of the finished product. Concrete is said to be workable when it is easily placed and compacted homogeneously i.e without bleeding or Segregation. Unworkable concrete needs more work or effort to be compacted in place, also honeycombs &/or pockets may also be visible in finished concrete.Definition of Workability “The property of fresh concrete which is indicated by the amount of useful internal work required to fully compact the concrete without bleeding or segregation in the finished product.”
Factors affecting workability:
• Water content in the concrete mix
• Amount of cement & its Properties
• Aggregate Grading (Size Distribution)
• Nature of Aggregate Particles (Shape, Surface Texture, Porosity etc.)
• Temperature of the concrete mix
• Humidity of the environment
• Mode of compaction
• Method of placement of concrete
• Method of transmission of concrete
How to improve the workability of concrete
• Increase water/cement ratio
• Increase size of aggregate
• Use well-rounded and smooth aggregate instead of irregular shape
• Increase the mixing time
• Increase the mixing temperature
• Use non-porous and saturated aggregate
• With addition of air-entraining mixtures
30 * Under revision
Workability tests:
There are 4 types of tests for workability.They are slump test, compacting factor test, flow test, and vee bee test
Slump test
The slump test result is a slump of the behavior of a compacted inverted cone of concrete under the action of gravity. It measures the consistency or the wetness of concrete.Metal mould, in the shape of the frustum of a cone, open at both ends, and provided with the handle, top internal diameter 4 in (102 mm), and bottom internal diameter 8 in (203 mm) with a height of 1 ft (305mm). A 2 ft (610mm) long bullet nosed metal rod, (16mm) in diameter.Apparatus Required: Compacting Factor apparatus, Trowels, Graduated cylinder, Balance and Tamping rod and iron bucket
The test is carried out using a mould known as a slump cone or Abrams cone. The cone is placed on a hard non-absorbent surface. This cone is filled with fresh concrete in three stages, each time it is tamped using a rod of standard dimensions. At the end of the third stage, concrete is struck off flush to the top of the mould. The mouldis carefully lifted vertically upwards, so as not to disturb the concrete cone. Concrete subsides. This subsidence is termed as slump, and is measured in to the nearest 5 mm if the slump is <100 mm and measured to the nearest 10 mm if the slump is >100 mm.
The slumped concrete takes various shapes, and according to the profile of slumped concrete, the slump is termed as true slump, shear slump or collapse slump. If a shear or collapse slump is achieved, a fresh sample should be taken and the test repeated. A collapse slump is an indication of too wet a mix. Only a true slump is of any use in the test. A collapse slump will generally mean that the mix is too wet or that it is a high workability mix, for which slump test is not appropriate. Very dry mixes; having slump 0 – 25 mm are used in road making, low workability mixes; having slump 10 – 40 mm are used for foundations with light reinforcement, medium workability mixes; 50 - 90 for normal reinforced concrete placed with vibration, high workability concrete; > 100 mm.
31 * Under revision
This test is usually used in laboratory and determines the workability of fresh concrete when size is about 40 mm maximum. The test is carried out as per specification of IS: 1199-1959.
Compacting factor test:
Steps for performing the experiment:
• keep the apparatus on the ground and apply grease on the inner surface of the cylinders.
• Measure the mass as w1 kg by weighing the cylinder accurately and fix the cylinder on the base in such a way that the central points of hoppers and cylinder lie on one vertical line and cover the cylinder with a plate.
• For each 5 kg of aggregate mixes are to be prepared with water-cement ratio by weight with 2.5 kg sand and 1.25 kg of cement and then add required amount of water thoroughly until and unless concrete appears to be homogeneous.
32 * Under revision
• With the help of hand scoop without compacting fill the freshly mixed concrete in upper hopper part gently and carefully and within two minutes release the trap door so that the concrete may fall into the lower hopper such that it bring the concrete into standard compaction.
• Fall the concrete to into the cylinder by bringing the concrete into standard Compaction immediately after the concrete has come to rest and open the trap door of lower hopper and then remove the excess concrete above the top of the cylinder by a pair of trowels, one in each hand will blades horizontal slide them from the opposite edges of the mould inward to the center with a sawing motion.
• Clean the cylinder from all sides properly. Find the mass of partially compacted concrete thus filled in the cylinder and say it W2 kg. After this refill the cylinder with the same sample of concrete in approximately 50 mm layers, by vibrating each layer heavily so as to expel all the air and obtain full compaction of the Concrete.
• Struck off level the concrete and weigh and cylinder filled with fully compacted concrete. Let the mass be W3 kg.
• Calculate compaction factor by using the formula: C.F = W2 – W1 / W3 – W1 Flow Table Test:
The flow table test or flow test is a method to determine the consistence of fresh concrete.
Flow table with a grip and a hinge, 70 centimetres (28 in) square.Abrams cone, open at the top and at the bottom - 30 centimetres (12 in) high, 17 centimetres (6.7 in) top diameter, 25 centimetres (9.8in) base diameter.Water bucket and broom for wetting the flow table.Tamping rod, 60 centimetres (24 in) longConducting the testTheflowtable is wetted.The cone is placed in the center of the flowtable and filled with fresh concrete in two equal layers layers. Each layer is tamped 10 times with tamping rod.Wait 30 seconds before lifting the coneThe cone is lifted, allowing the concrete to flow.The flowtable is then lifted up 40mm and then dropped 15 times, causing the concrete to flowAfter this the diameter of the concrete is measured.
Vee-Bee Test:
This test is useful for concrete having low and very low workability. In this test the concrete is moulded into a cone in a cylinder container and the entire set up is mounted on a vibrating table. When vibrator starts, concrete placed on the cone starts to occupy the cylindrical
33 * Under revision
container by the way of getting remoulded. Remoulding is complete when the concrete surface becomes horizontal. The time required for completion of remoulding since start of vibrator is measured and denoted as vee-bee seconds. This provides a measure for workability. Lesser is the vee-bee seconds more is the workability
34 * Under revision
4. ARCHES
Arches are structural members used in a building to bridge across the opening of doors, windows, or cupboards etc. to support the weight of the superimposed masonry by arch action.
Arch action;-It consist of small wedge shaped units joint together by mortar.
But arches made of steel and Rcc are builtinsingle unit without the use of wedge shaped units
and are used for bridge constructions.
Terms;-
Intrados:-the inner curve of arches
Soffit- Inner surface of arch
Extrados- Externalcurve of arch
Voussoirs-wedge shaped unit forming courses of an arch
Skewback- inclined surface of abutment.it is prepared to receive the arch
Springer - first voussoirs at springing level on either side of arch which is adjacent to skewback
Crown - highest point of extrados
Key - wedge shaped unit at crown of arch. It is made prominent by making it of larger section
nad projected above and below the outline of arch.
Abutment - the end support of arch
Piers - intermediate support of an arcade.
Springing point- point from which curve of arch springs
Springing line- imaginary horizontal line joining 2 springing points Span - clear horizontal distance between supports
Rise - clear vertical distance between highest point on intrados and springing line Centre- geometrical centre of arch curve
Ring- circular course forming on arch
35 * Under revision
Depth or height- perpendicular distance between intrados and extrados
Spandril- irregular triangular shape formed between extrados and horizontal line drawn
tangent to crown
Haunch- the lower half portion of arch between crown and skewback
Arched - row of arches supporting a wall above and supported by piers
Thickness of soffit- horizontal distance measured perpendicular to the front and back face of an arch
Impost - projecting course at upper part of a pier and abutment to stress the springing line.
The arch may be defined as a mechanical arrangements of wedge shaped blocks of stone or bricks which mutually support each other and entire arch is supported at ends by piers or abutments. The wedge shaped units are so arranged together along a curve line that they balance their own weight by mutual pressure and exert a vertical pressure only which can be sustained by support below.
Stability consideration
• Stability of arches depends on friction between surfaces of voussoirs and cohesion of mortar.
• Stability of arches is endangered by
(i) Crushing of arch material
(ii) Sliding of voussoirs
(iii) Rotation / overturning about an edge
(iv) Differential settlement of supports
To maintain the stability or equilibrium of arches, points to be noted
(I) Crushing of arch ;-
To prevent crushing of arch material which occurs when thrust at some point of arch
creates the safe crushing strength of material, points considered are:-
(a) Size of voussoirs should be adequate to resist anticipated thrust.
(b) For small spans , thickness at arch ring is kept uniform from crown to springing.
36 * Under revision
Thickness of ring = 1 * span Or 12
thickness = 20 cm for span upto 1.5 m
= 30 cm for span between 1.5m to 4m
= 40 cm for span between 4m to 7.5 m
(c) For large spans (> 7 cm) , thickness of arch ring may be increased at springing by about 20% to thickness at crown.
(d) Only first class blocks should be used and for large spans arches may be strengthened by steel reinforced so that safe crushing strength is not exceeded.
(II) Sliding of voussoirs :- To prevent sliding of one over after-:
(a) All bed joints should be perpendicular to the line of the least resistance, normally they are made normal to the curve of arch, where they are nearly perpendicular to the line of least resistance.
(b) Depth of the voussoirs should be adequate to resist the tendency of joints to open and slide upon one after other.
(III) Rotation about wedge -:To prevent this
(a) Line of resistance/thrust at any section should be within middle third of arch
height.
(b) Thickness of arch and its curve are so designed that time of thrust atleast fall within the section and crosses each joint away from edge.
(IV) To safeguard against differential settlement :-
(a) Abutments should be sufficiently strong to resist the thrust of arch due to self-
weight and superimposed loads.
For abutments of ample size – segment arch is strongest
For smaller size of supports- semi-circular / pointed arch is used
Semi-circular arch is strongest and exerts no thrust on abutments and piers.
(b) Whatever may be the shape of arch, it should be symmetrical to avoid differential settlement of support.
37 * Under revision
Types of arches
(I)Classification according to no. of centres -: Outline of intrados / soffit may be formed by a single arc / combination of arcs of various radii and centres and so named as one centre, two centred, 3 centred arcs
* One centred arch- They have only one centre .The types are semi-circle, segmental arch(less than a semi-circle), horse shoe arch (more than a semi-circle),
Stilted arch (semi-circular with 2 verticals portions at springing’s), bulls eye arch (complete circular arch)
* Two centred arch- They are
(a)Blunt arch- Both centres are within the arch itself.
(b)Gothic/Equilateral/pointed arch-Radii of arches are equal to span and centres are on springing points.
(c)Acute/laneet arch-both the centres lie on the springing line but outside the springing points.
* Three centred arch-
(a)Elliptical arch-It is the form of semi ellipse, Two centres are used for making up
the ends and the third is used to draw the central position.
(b)3 centred drop arch-procedure here is reversed. Ends of the arch formed by arc, central portion is drawn by the other 2 centres.
*Four centred arch-Two arch are on the springing line and two are Below the springing line.
*five centred arch-It looks like semi-elliptical arch. Its procedure is as following
(i) first draw the springing line and divide into 5 parts.
(ii)With centres as A and B draw arches of radius equal to span intersecting at point C5. Join C5 with 2 and 3.and produce indefinitely.
(iii)With centres as C1 and C2 and radius 3 divisions(i/e 1-4) draw arches intersecting at 4.
(iv)Join OC1 and OC2 intersecting lines C5-2 and C5-3 and C3 and C4.
38 * Under revision
(v)points C1, C2, C3, C4, C5 are the centre of the arch.
CLASSIFICATION ACCORDING TO SHAPE FORMED BY SOFFIT/INTRADOS-: (I)FLAT ARCH (straight/ square / camber arch)-:
The extrados is horizontal and intrados is given a slight rise/camber of about 10 to 15mm/metre width of span so as to allow for slight settlement of it. The angle of skewback with horizontal is usually 60 degree. The depth of the arch is generally kept 3 or 4 courses of brick.
They are limited to span upto 1.5m unless strengthened by steel reinforcement.
(II)French / Dutch arch-: Similar in design with flat arch but differs in method of construction. This is not so sound in construction and so used for small inside opening or narrow spans only.
(III)Semi-circular arch-: The shape of the arch soffit is a semi-circle. The centre of the arch lies on the springing line.
(IV)Segmental arch-:The centre lies below the springing line. The bed joint of voussoirs radiate from the centre of arch. Depth may be 20cm, 30cm or multiple of half brick. Commonly used for arch.
(VI)Relieving arch-:Generallyconstructed over a wooden lintel or over a flat arch. It relieves the load of lintel or flat arch. The ends should be kept inside the solid wall. These days lintels restrict the use of relieving arch.
(VII)Pointed arch / Gatchic –It is formed intersection of curves at crown.Ther are 5 forms of these types of rches.i/e drop , equilateral , tudor, larcet and venetin.
(VIII)Venetin arch-: This one form of pointed arch which has a deper depth at crown other than arch springing line. It has 4 centres on springing line.
(IX) Floreutine arch-: Similar to venetian arch except that the intrados consist of a semi circular curve. It has three centres of springing line.
(X)Semi-circular arch-:It is formed by more than one centre usually 3 or 5 centres. (XI)Horse shoe arch-:It has a horse shoe like.
39 * Under revision
(XII)Stilted arch-: (a) 2 cusped arch -:This arch with 2 cups has centres at different level. This arch can be made in various forms and used for decorative purposes. This is not structurally efficient.
(c) Corbel arch-: It shape justifies its name it does not have arch action. Here each course is cantilevered out over the course below until the two sides meet. This is the oldest form of arch and not used in modern buildings.
CLASSIFICATION ACCORDING TO MATERIALS AND WORKMANSHIP INVOLVED IN CONSTRUCTION
Stone Arch- Rubble Arch-
*They are made of roughly dressed stones arranged and fitted into a definite arch shape by cement.
*All the stones used may not be of same size and so joints are thicker.
*They are relatively weak and so used for interior types of works.
*Their use is limited to span of 1 m.
*Up to a thickness of 40 cm stones are laid in one ring for full depth .
*for greater thickness than 40 cm two rings alternative courses of harder and stretcher.
Ashler Arch-
*Here strong are properly cut and dressed to true wedge shape (i. e voussoirs)
*Up to a depth of 60 cm, voussiors are made of full thickness of arch and are set in time (cement mortar)
*To known the no. and size of voussoirs and the key stove of arch, a full size arch is first set out on platform level and then sizes of stones are marked on platform after leaving a gap for joints. Templates are made for voussoirs and key stone of required shape, finally stones are out and dressed to wedge shapes of templates and arch is laid.
*They have good appearance and used for superior work.
40 * Under revision
*They have laid as heading and stretcher alternatively. When thickness is large, only the stone is made of full thickness of arch ring.
Brick Arch
Rough Brick Arch-
*Made with ordinary bricks, which are net wedges shaped and so joints are wider at extrados than the intrados.
*Generally they are constructed with half brick rings.
*They are cheap, poor in strength and appearance (suitable for consealed work)
Rough Cut Brick Arch-
*Ordinary bricks are roughly cut with a brick laying are to form wedge shaped
voussoirs. So joints are not appealing to eyes.
*They are considered not appealing to eyes and so unsuitable for exposed work *Used where facing brick work is finished with plaster coat.
Gauged Brick Arches
GAUGED BRICK-
*Bricks prepared to exact size and shape of voussoirs by cutting and dressing.
*Joints are very fine, thin and radially.
*Hard bricks can not be used due to difficulty in cutting to true wedge shape.
*So special bricks called rubber bricks are which can be cut and dressed easily to required shape.
*They are cut by saw and finished by rubbing with stone.
*To get thin and fine joint, lime purely is used to bind voussoirs.
41 * Under revision
PURPOSE MADE BRICKWORK-
*Superior type arch work to get fine and thickness. *putty lime is used for binding blocks.
Concrete Archery
Precast Concrete Block Archery-
*For small building opening, precast concrete blocks are used in cement mortar for arch construction.
*Concrete blocks for voussoirs, key blocks, skewbacks of required dimension is prepared from concrete mix and cured for 2-weeks. They are without steel reinforcement. They are successful in India for important building and bridges.
Monolithic Concrete Arches-
*They are constructed from cast in-situ concrete with / without reinforcement
depending on span and force frequently used for roofing of building, culvert and bridges.
*The construction for small spans and ordinary loads can be made with plane concrete. For large span RCC arches are used.
*For roofing arches, rise of 5 cm for every 30cm of span is allowed when lime concrete is used in arch work.
*Normally arch thickness greater than 15cm up to span of 3m and beyond this 4 cm should be added for each additional 30 cm more.
*Proper frame work and centering is provided to support fresh concrete during construction. Entire work should be kept for at least two weeks.
42 * Under revision
THRUST LINE
METHOD OF ANALYSIS OF MASONRY ARCHES
Static Approach-
The line containing all the points where the stress resulted at every section of the arch is called thrust line.
*The arch is safe when line of thrust is found to total inside the thickness of the masonry.A classic analysis method using this result involves the use of funicular polygon. This is a graphic method to construct the line of thrust for arches. If the arch is subjected only to vertical loads, then the horizontal component of thrust is constant throughout the whole arch. Nevertheless, the value of this component and its position at the start / end of the element are unknown. Thus the method must be iterative.
Maximum Thrust-
The maximum thrust case is thrust line, or zone of thrust, which takes the intrados once near the crown and the extrados near each springing. This pattern is the response the arch makes to abutments which squeeze together.
Linear Arch / Theoretical Arch / Line Of Thrust
When arch is subjected to given system of loading, the arch shape which follows the shape of the BM diagram for a beam of some span as that of the acrh and subjected to some loading as that in the arch is known as linear arch.
*The line of thrust of a portable arch is funicular polygon.
Eddy’s Theorem-
In an arch, BM at any point = horizontal thrust * vertical distance between line of thrust and centre line of arch
(BM at any section of an arch is proportional to the ordinate/intercept between the given arch and the linear arch.)
43 * Under revision
5. CAVITY WALL
A cavity wall or hollow wall is the one which consists of two separate walls called leader or skins with a cavity or gap in between them.
The two leaves of a cavity wall may be of equal thickness if it is a non load bearing.
The internal leaf may be thicker than the external leaf to meet the structural requirements.
Cavity walls are often constructed forgiving better thermal insulation to the building. It also prevents the dampness to enter and act as sound insulation.
The inner and outer skins should not be less than 10cm each(half brick). ADVANTAGES :-
There is no direct contact between the inner and outer leaves of the wall (except at wall ties). Hence moister (dampness) can not travel inside the building.
The cavity between the two leaves is full of air which is bad conductor of heat. hence transmission of heat from external face to the inside the room is very much reduced.
Cavity wall have about 25% greater insulating value than the solid walls. Cavity walls also offer good insulation against sound.
The nuisanceof efflorescence is also very much reduced.
They are cheap and economical .
Loads and foundation are reducedbecause offission solid.
GENERAL FEATURES OF CAVITY WALLS:-
In case of brick cavity wall ,each is half brick thick .such wall is capable of taking load of two storyedof the domestic type , if heavier loads are to be supported ,the thickness of inner leaf can be increased .
44 * Under revision
The cavity wall should neither be less then 40mm more for more than 100mm in width .
The inner and outer skins are adequately tied together by means of the special walls ties placed in suitable arrangement , at the rate of at least ties to a square meter of wall area .
The ties are staggered .ties must be placed at 300mm vertical intervals at all angles and doors and windows jambs to increase stability .
Since the cavity separates the two leaves of the wall, to prevent moisture to enter , it is essential to provide a vertical damp proof course at window and door reveals .
The damp proof course should be flexible.
PORPOSE FOR PROVIDING A CAVITY WALL:-
1.PREVENTATION OF DAMPNESS:-When cavity wall construction is adopted there is considerable decrease in the prevention of dampness from outside to inside of the building.
2.HEAT INSULATION:-The air in the cavity acts as a non-conductor of heat and hence the uniform temperature is maintained inside the building.
3.SOUND INSULATION:- The considerable portion of external noise is not allowed to enter inside the building by adopting cavity wall construction.
4.LOAD ON FOUNDATION:-Due to less solid thickness of wall the loads on foundation are considerably reduced.
5. EFFLORESCENCE:-The construction of cavity wall results in the reduction of nuisance of efflorescence to a great extent.
6.ECONOMICAL:-In addition to above mentioned advantages, it is found that the construction cost of a cavity wall is 20% less than the construction cost of a corresponding solid wall .
CONSTRUCTION DETAILS OF CAVITY WALL:-
A cavity wall is constructed of two leaves that is inner and outer with a hollow space in between them.
The width of cavity varies from 50mm to 100mm and it stands vertically. The outer is generally of 1⁄2 brick thickness and the inner wall may be of 1⁄2 of 1 brick thickness.
45 * Under revision
The two portions of the wall are connected by means of metal ties or specially prepared bonded bricks. The metal ties are generally of wrought iron or mild steel and they are coated with tar or galvanizedso as to have protection against rust.
Where corrosion is heavy, the metal ties of copper or bronze may be adopted. The metal ties are placed at a horizontal distance of 900 mm and a vertical distance of 450 mm. The arrangement of ties is kept staggered .
The outer wall is generally constructed in stretcher bond , but it may be constructed in the flemish bond or english garden-wall bond or flemish garden-wall bond by using bats for headers.
As far as possible, there should be no intimate contact between two leaves of the cavity wall.
Construction at base:-
The cavity may be started from the top of foundation concrete& the hollow space, up to a level of about 100mm to 300mm below the damp-proofing course at plinth level, may be filled with plain cement concrete of proportion 1:2:4.
But, as the cavity below damp-proof course does not serve any purpose ,the brickwork up to a level of 100mm to 300mm below the damp-proofing course at plinth level may be constructed solidly.
The increased thickness of wall will also be helpful in supporting the load to be carried by the wall.
Construction at opening:-
In the plan, the cavity is discontinued at the opening such as doors, windows, etc. The jambs of openings for doors and windows are constructed solid either in brickwork or with layers of slates or tiles.
If metal windows are provided, specially prepared metal frames can be used for this purpose.
An inclined flexible D.P.C is provided to act as a bridge over the cavity. the D.P.C should be extend lengthwise beyond the frame for a distance of about 150mm on either side.
Construction at top:-
It is necessary to take adequate steps at top to prevent the entry of dampness to the inside portion of the wall.
The cavity may be constructed up to the coping of the parapet wall or alternatively it may be closed at the bottom of the parapet wall by a damp proofing course.
46 * Under revision
In case of a pitched roof, the tops of two portions are connected by solid brickwork to support the roof truss and damp-proofing course is inserted immediately below this solid portion.
Ventilation:-
It is necessary to provide enough ventilation to the hollow space of the cavity wall. This is achieved by providing openings at top at bottom of the wall so that a free current of air is established. The openings are to be fitted with gratings so that entry of rats and other varmintsto the hollow space is prevented. Sometimes, the air bricks are used for this purpose.
Shape and slope of ties:-
The metal ties which are used to connect the outer and inner portions should be so shaped and placed that water from outer portion does not pass along inner portions. They should thus be sloped away from the inner portion.
Dropping of mortar, bats etc.:-
During construction of a cavity wall, it should be seen that mortar , bats, etc., do not fall in the hollow space. The presence of such material in the hollow space seriously affects the working of a cavity wall. For this purpose, a wooden strip of width slightly less than that of the hollow space, is supported on ties and it is raised as the work proceeds. Also, some bricks at the bottom are left out and bats, etc. Falling in the cavity are removed from these holes. When the work is completed, this bottom portion is sealed by filling it with bricks. It also be seen that the vermins or mosquitoes do not find access in the cavity.
Design:-
The outside portion of a cavity wall should be treated only as a protecting skin and not as a member of a load bearing wall. The inside portion should have sufficient thickness to carry safely the load coming on it.
47 * Under revision
6. STAIRS
The means of communication between various floors is offered by various structures such as stairs, lifts, ramps, ladders, escalators.
STAIR: A stair is a series of steps arranged in a manner as to connect different floors of a building. Stairs are designed to provide an easy and quick access to different floors.
• A staircase is an enclosure which contains the complete stairway.
• In a residential house stairs may be provided near the entrance.
• In a public building, stairs must be from main entrance and located centrally.
STAIRCASE: Room of a building where stair is located. STAIRWAY: Space occupied by the stair. TECHNICAL TERMS
1. BALUSTER: Vertical member which is fixed between stairway and horizontal to provide support to hand rail.
2. BALUSTRADE: Combined framework of baluster and hand rail.
3. STRING: Inclined member of a stair which supports ends of steps. They are of two
types, (i) cut/open string, (ii) closed/housed string.
• In open string, upper edge is cut away to receive the ends of steps.
• In closed string, the ends of steps are layed between straight and parallel edges of
the string.
4. FLIGHT : Unbroken series of steps between the landings.
5. GOING: horizontal distance between faces of two consecutive risers.
6. HANDRAIL: inclined rail over the string. Generally it is moulded. It serves as a guard
rail. It is provided at a convenient height so as to give grasp to hand during ascent and
descent.
7. HEAD ROOM: vertical distance between nosingsof one flight and the bottom of flight
immediately above is called head room.
8. LANDING: horizontal platform between two flights of a stair. A landing facilitates
change of direction and provides an opportunity to take rest.
9. NEWEL POST: vertical member placed at ends of flights to connect ends of string and
hand rail.
10. NOSING: projection part of tread beyond face of riser.
11. LINE OF NOSING: imaginary line parallel to strings and tangential to nosings. The
underface of hand rail should coincide with line of nosing.
12. PITCH: angle of inclination of stair with floor.
Angle of inclination of line of nosing with horizontal.
13. RISE: vertical distance between two successive treads.
14. RISER: vertical member of the step, which is connected to treads.
48 * Under revision
15. RUN: length of a stair in a horizontal plane which includes length of landing.
16. SCOTIA: an additional finish provided to nosing to improve the elevation of the step
which also provides strength to nosing.
17. SOFFIT: under surface of a stair. Generally it is covered with ceiling or finished with
plaster.
18. STEP: combination of trade and riser. Different types are.
• Commode steps: it has curved riser and tread
• Dancing step: they don’t radiate from a common centre
• Flier: ordinary step of rectangular shape in plan
• Round ended step: similar to bullnose step except that its ends are sem-
icircular in plan
• Splayed step: it has either one end/both ends splayed in plan
• Winder : this is a tapering step and is used to change the direction of a
flight. The winders radiate from a common centre.
• Tread: horizontal upper portion of a step.
• Waist: thickness of structural slab in RCC stair
• Carriage: a rough timber supporting steps of wooden stairs
REQUIREMENT OF GOOD STAIRCASE
• Stairs should be so located that it is easily accessible from the different rooms of a building.
• It should have adequate light and proper ventilation.
• It should have sufficient stair width to accommodate no. of persons in peak
hour/emergency.
Generally for interior stairs, clear width may be
at least 50cm in one/two family dwellings
at least 90cm in hotels, motels, apartment and industrial building at least 1.1m for other types like hospitals, temples etc.
• No. of steps in a flight should be restricted to a maximum of 12, minimum
• Ample head room should be provided for tall people to give feeling of spaciousness. It should be minimum of 2.15m.
• Risers and treads sizes should be provided from common point view.
Tread = 2.5cm – 32.5 cm (wide), excluding nosing.
Tread < 25cm, should have a nosing of about 2.5cm
Comfortable height of riser = 17.5cm-18.5cm. Riser * tread = (400-410). 426
Riser + tread = (42.5-43.5) 40-45
2(riser) + tread = 60-64 cm 60
Take rise = 14cm, going = 30cm.for each 2cm substracted from going, add 1cm to rise.
49 * Under revision
of 3.
• Stair width depends on purpose and importance of building.
• No. of stairways required should be controlled by maximum floor area contributory to stairway.
(No. of persons using stairs/floor/55cm stairwidth) should be 15 for hospital and nursing home.
Should be 30 for institutional and residential building Should be 45 for storage building
Should be 60 for mercantile, educational, industrial building, theatres, restaurants. Should be 80 for church concert hall, museum
Should be 320 for stadium and amutementstructures.
• Minimum width of landing = width of stair
• Maximum and minimum pitch should be 400 and 250.
• Winder should be provided at lower end of flight when it is essential. Use of winder
should be avoided.
• Live load to be considers n stairs have been stipulated by IS 875-1964
• Stairs and landings should be designed for live load of 3000kg/m.s2 in building where
there are no possibilities of overcrowding in public building and warehouses where
overcrowding is likely live load may be taken as 500kg
• Railing should be design for horizontal force of 55 and vertical force of 70
applied at top of rail TYPES OF STAIRS
1. Straight stair:
Here there is no change in the direction of any flight between two successive
floors.
It can be straight run with a single flight between floors or a series of flights
without change indirection Parallel stairs
Angle stairs
Scissors stair
Straight stair can have a change in direction at any intermediate landing.
In parallel stair, there is complete reversal of direction occurs.
In angle stair, successive flights are at an angle to each other.
Scissor stairs are comprised of a pair of straight runs in opposite direction and are
placed on opposite sides of a fire resistive wall.
50 * Under revision
2. Turning stairs:
• Quarter turn stair :
Provided where flight direction is to be changed by 900
Change in direction can be affected by either introducing a quarter
space landing or by providing winders at junctions.
• Half turn stair:
They change their direction through 1800. They can be dog legged and open newel.
In doglegged stair, flights are in opposite direction and no space is provided between the flights.
In open newel stair, there is a well/opening between flights and may be used to accommodate lift.
Open newel stairs are used at places where sufficient space is available.
• Three quarter turn stair:
They change in the direction through 2700 or direction is changed with
its upper flight crossing the bottom one.
In this type an open well is formed.
3. Circular stair:
When viewed from above, appear to follow a circle with a single centre of curvature and large radius.
Generally they are provided at the rear of a building to the access for serving at various floors.
All the steps radiate from a newel post in the form of winders.
Made up of stone,cast iron/RCC.
4. Spiral stairs:
Similar to previous one except that the radius of curvature is small and the stair may be supported by a centre post.
Over all diameter range from 1-2.5m
5. Curved stair:
When view from above appear to follow a curve with 2 or more centre of
curvature, such as ellipse.
6. Geometric stair:
They have no newel post are of any geometric shape.
The change in direction is achieved through winders.
They needs more skills for its construction and are weaker than open newel stairs
Here the open well between forward and backward flights is curved.
7. Bifurcated stair:
So arranged that there is a wide at the start and subdivided into narrow flights at mid landing.
The two narrow flights start from either side of mid landing.
They are suitable for modern public buildings.
51 * Under revision
CLASSIFICATION OF STAIRS BASED ON MATERIALS OF CONSTRUCTION General materials used in construction of stairs are
o Wooden
o Stone
o Brick
o Metals/steel
o Plane concrete o RCC
• Wooden stair
o As they are light in weight, mostly used for residential building.
o The main objection to this stair is that it is easily attacked by fire and
thus, in fire, the occupants of upper floor can’t escape.
o If it is made from good timber like Teak, and thickness is about 45mm, it becomes sufficiently fire proof and allows enough time for occupants
on upper floor to escape. Factors to be considered here are,
• Metal Stair
o o o o
The string supporting ends of wooden steps may be a cut string/closed string.
Scotia blocks may be provided to give additional finish to wooden steps.
Small triangular wooden blocks called glue blocks may be provided at inner angle formed between a trade and riser, to provide additional strength.
A metal strip may be provided on nosing of wooden step to increase its resistance against wear and tear.
The landing may be formed by providing wooden beams of suitable sizes.
Sometimes risers are omitted. trades are housed in strings and soffit is covered with wooden battens/metal sheets.
The timber used should be free from fungal decay, insect attack, or any defect. Edges may be finished smooth and excess light timber should not be used.
They are not frequently/commonly used stairs.
The external fireescape stairs are generally made of metal. Common metals are CI, bronze, and mild steel.
Widely used in factories, workshop, and godowns.
Main features are,
Stringers are usually of channel section
Tread and riser of a step may be of one unit or may not
be
52 * Under revision
Tread and risers are supported on angles, which are connected to stringers.
Risers may be totally omitted.
Spirals stairs of CI consists of CI newel fixed in center
around which the CI steps are fixed.
For metal stairs metal balusters with pipe handrail are
used.
• RCC Stair
o Commonly used in all type of construction.
o They resist better fire and wear than any other material and can be moulded to desired shape.
o The step can be provided with suitable finishing material such as marble, terrazzo, tiles etc.
o They can be easily maintained, strong, durable and pleasing in appearance.
o They can be designed for greater widths and layer spans. o The steps may cast in situ/pre cast.
o It is possible to pre cast a flight and place it in position by
equipments.
The materials can be used together/combination with each other to form COMPOSITE STAIRS.
53 * Under revision
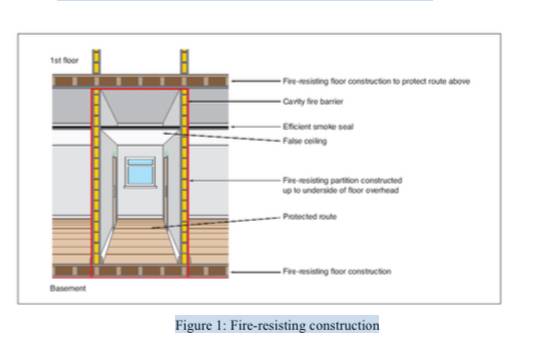
7. FIRE-RESISTING CONSTRUCTION
A fully fire resistant building is fully protected against any fire which occur in is contents.
Causes of Fire: The causes of various types of fire hazards are described in details:
• Electrical hazards: Damaged wiring, Damaged plugs, Damp or wet wires, Overloaded motors, Broken switches, outlets or sockets, Problems with lighting fixtures, Faulty heating elements, Overloaded circuits, Liquids near computers, Computers without surge
protectors.
• Housekeeping hazards: Piles of scrap, waste materials, and trash; Sawdust, metal or
plastic powder that can form an explosive mixture with air; Obstructed aisles, Blocked emergency exits, Material covering up fire extinguishers, exit signs, and alarms; Blocked sprinkler heads.
• Friction hazards: Hot bearings, Misaligned or broken machine parts, choking or jamming materials, Poor adjustment of moving parts, Inadequate lubrication.
• process or operation-related hazards: Cutting and welding operations, which use open flames and produce sparks; Molten metal, which can ignite combustibles or fall into cracks and start a fire that might not erupt until after the work is done; Processes that heat materials to high temperatures; Drying operations where materials in dryers can overheat; Grinding operations that produce sparks and dust; Processes in which flammable vapors are released
• Storage hazards: Materials stacked too high blocking sprinkler heads (need 18-inches clearance from head); Flammable or combustible materials stored too close to heat sources; Flammable materials not stored in special containers and cabinets Inadequate ventilation in storage areas; Materials that might react with one another stored together; Materials stored in damaged containers; Materials stored in unlabeled containers; Containers not tightly sealed
• Smoking hazards: Ignoring "No Smoking" signs; Smoking around flammable or combustible materials; Throwing matches and cigarettes or cigars on tables or workbenches; Tossing butts on the floor or grass without properly extinguishing them in
54 * Under revision
an ashtray or ash can; Tossing lighted butts or matches out windows or doors; Smoking in bed; Leaving a cigarette/cigar unattended; Smoking in areas where there is an accumulation of sawdust, plastic or metal powders that may become explosive.
Fire Load: It is the amount of heat liberated in KJ/m2 of floor area of any component by the combustion of the content of and any combustible part of building itself. The classification of fire load as per BIS: 1641-1960 are as follows:
1. Low fire load: not exceeding 1.15× 106 KJ/m2
2. Moderate fire Load: 1.15× 106 KJ/m2 to 2.30× 106 3. High fire Load: 2.23× 106 KJ/m2 to 4.60× 106
Limiting Fire Load:
1. Providing fire Fighting Equipment
2. Using fire resistant materials for construction
3. Providing suitable means of escape
4. Protection of openings
Characteristics of fire resisting materials:
• • •
The composition of the material should be such that it does not become disintegrated under the effect of great heat.
The expansion of the material due to heat should not be such that it leads to instability of the structure.
The contraction of the material due to the sudden cooling with water after it has not been heated to a high temperature should not be rapid.
Fire resisting properties of common building materials:
Fire resisting properties of common building materials such as stone, brick, glass, steel and concrete are described below:
a. Stone: stone is a bad conductor of heat and it is also a non-combustible material;
however, it suffers appreciable under effect of fire. Moreover, the stone is also liable to
disintegrate in to small pieces when heated and suddenly cooled.
b. Brick: Bricks are not seriously affected until very high temperatures around 1200 oC to
1300 oC are reached. This is due to the fact that a brick is poor conductor of heat.
55 * Under revision
c. Cast-iron: The material files in to pieces when heated and suddenly cooled. Therefore, when this material in construction. It is covered either by brickwork of one- brick thickness or any other fire resisting material such as construction.
d. Timber: Generally, the structural elements made of timber ignite and get rapidly destroyed in case of fire. To increase the timber more fire resisting, the surfaces of timbers are coated with chemicals such as ammonium phosphate and sulphate, borax and boric acid, zinc chloride.
e. Glass: The materials are poor conductor of heat and its expansion due to heat is small. The cracks are formed in this material when heated and suddenly cooled.
f. Wrought- iron: This material is rarely used as structural as present. It behaves more or less in the same way mild steel.
g. Aluminium: Very good conductor of heat, it possess poor fire resisting properties.
h. Asbestos Cement: this is non-combustible building material with low coefficient of
expansion. It therefore possesses high fire resisting property than other material.
Fire Protection System: The system which protects a large area from fire by using components such as pipes, pump sets, control panel, sprinklers or nozzles etc,, is known as fire protection system.
1. Automatic sprinkler system: Most reliable automatic means of fire fighting. It involves
automatic sprinklers attached to a piping system containing water under pressure and connected to a water supply so that water is discharged immediately sprinkler opened by fire.
2. Carbon dioxide system: It extinguishes fire by diluting flammable mixture of air and flammable gas or vapour to proportions below their flammable limits.
3. Dry Chemical system: This system includes a supply of dry chemical, an excellent gas such as compressed nitrogen detection devices, release mechanism, fixed piping and nozzles for discharging the dry chemical into hazard area.
4. Foam System: In this system, the mechanical foam is formed by passing foam producing liquid and water through adequate device. The foam is as aggregate of air filled bubbles. It is lighter than flammable liquids and oils. The principal components of this system include proportioning apparatus, concentrated storage tank, water supply, foam maker or spray foam-heads, heat detecting devices, automatic and manual actuation devices and an alarm system.
56 * Under revision
5. Holon System: This indicates a specific family of chemicals which are produced by replacing one or more hydrogen atoms with halogen atoms. This is contained in cylinders under pressure in liquid state and it is released through nozzles on piping distribution arrangement. An actuator is provided a cylinder control value and it is operated either by electric or pneumatic signal when fire occurs.
6. Hydrant system: in this system, the hydrants are located at suitable points and they can be operated at suitable points and they can be operated manually or automatically.
7. Water Spray System: The water spray system used for fire extinguish depends upon the type of spray and can be sprayed in two categories:
• Multi-fire system: water is sprayed in high velocities
• Protective System: Fine water spray of low discharge velocity
Various types of Fire-resisting construction:
The type and age of construction are crucial factors to consider when assessing the adequacy of existing escape routes. To ensure the safety of people it may be necessary to protect escape routes from fire. In older premises it is possible that type of construction and materials used may not perform to current fire standards and refurbishments may have led to:
• Cavities and voids being created, allowing the potential for the unseen spread of fire. • Doors and hardware being worn by age and movement being less likely to limit the
spread of fire and smoke.
• Damaged or insufficient cavity barriers in modular building construction (e.g.
CLASP or SCOLA type construction).
• Breaches in fire compartment walls, floors and ceilings created by the installation of
new services, (e.g. computer services).
Where an escape route requires the provision of fire resisting construction (e.g. dead end corridors or protected stairways) the following should be ensured:
• Doors (including access hatches to cupboards, ducts and vertical shafts linking floors), walls, floors and ceilings protecting escape routes should be capable of resisting the passage of flame and smoke for long enough for people to escape from the building (normally 30 min).
• Where false ceilings are provided, fire resistance should extend up to the floor slab above (for means of escape purposes 30min fire resistance is required).
57 * Under revision
• Cavity barriers, fire stopping and dampers in ducts are appropriately installed as required.
General
The materials from which your premises are constructed may determine the speed with which a fire may spread, affecting the escape routes that people will use. A fire starting in a building constructed mainly from readily combustible material will spread faster than one where modern fire-resisting construction materials have been used. Where non- combustible materials are used and the internal partitions are made from fire-resisting materials, the fire will be contained for a longer period, allowing more time for the occupants to escape. Because of the requirements of the Building Regulations you will probably already have some walls and floors that are fire-resisting and limitations on the surface finishes to certain walls and ceilings.
You will need to consider whether the standard of fire resistance and surface finishing in the escape routes is satisfactory, has been affected by wear and tear or alterations and whether any improvements are necessary.
The following paragraphs give basic information on how fire-resisting construction can provide up to 30 minutes protection to escape routes. This is the standard recommended for most situations. If you are still unsure of the level of fire-resistance that is necessary after reading this information, you should consult a fire safety expert.
Fire resisting construction
The fire resistance of a wall or floor is dependent on the quality of construction and materials used. Common examples of types of construction that provide 30-minute fire resistance to escape routes if constructed to the above standards are:
• Internal framed construction wall, non-load bearing, consisting of 72mm x 37mm timber studs at 600mm centres and faced with 12.5mm of plasterboard with all joints taped and filled.
• Internal framed construction, non load- bearing, consisting of channel section steel studs at 600mm centres faced with 12.5mm of plasterboard with all joints taped and filled;
58 * Under revision
• Masonry cavity wall consisting of solid bricks of clay, brick earth, shale, concrete or calcium silicate, with a minimum thickness of 90mm on each leaf.
Figure 1: Fire-resisting construction
There are other methods and products available that will achieve the required standard of fire resistance and may be more appropriate for the existing construction in your premises. If there is any doubt about how your building is constructed, then ask for further advice from a competent person.
Fire-resisting floors
The fire resistance of floors will depend on the existing floor construction as well as the type of ceiling finish beneath. If you need to upgrade the fire resistance of your floor it may not be desirable to apply additional fire resistance to the underside of an existing ornate ceiling. In older buildings there may be a requirement to provide fire resistance between beams and joists.
A typical example of a 30-minute fire-resisting timber floor is tongue and groove softwood of not less than 15mm finished thickness on 37mm timber joists, with a ceiling below of one layer of plasterboard to a thickness of 12.5mm with joints taped and filled and backed by supporting timber.
59 * Under revision
There are other, equally valid, methods and products available for upgrading floors. If you are in any doubt you should ask the advice of a competent person and ensure that the product is installed in accordance with instructions from the manufacturer or supplier.
Fire resisting glazing
The most common type of fire-resisting glazing is 6mm Georgian wired glazing, which is easily identifiable. Clear fire-resisting glazing is available and can quickly be identified by a mark etched into the glass, usually in the corner of the glazed panel, to confirm its fire- resisting standard.
Although this is not compulsory, the marking of glass is supported by the Glass and Glazing Federation, you should check whether the glazing would be marked accordingly before purchase.
The glazing should have been installed in accordance with the manufacturer’s instructions and to the appropriate standard, to ensure that its fire-resisting properties are maintained. The performance of glazed systems in terms of fire resistance and external fire exposure should, wherever possible, be confirmed by test evidence. Alternatively, where there is a lack of test information, ask for an assessment of the proposed construction from suitably qualified people.
Fire separation of voids
A common problem encountered with fire separation is fire-resisting partitions, which do not extend above false ceilings to true ceiling height. This may result in unseen fire spread and a loss of vital protection to the escape routes. It is important therefore to carefully check all such partitions have been installed correctly.
CLASP and SCOLA type construction
CLASP (Consortium of Local Authorities Special Programme) and SCOLA (Second Consortium of Local Authorities) are total or systematic methods of construction that were developed to provide consistent building quality, while reducing the need for traditional skilled labour. They consist of a metal frame upon which structural panels are fixed. This results in hidden voids through which fire may spread.
60 * Under revision
It is important that cavity barriers that restrict the spread of fire are installed appropriately, especially to walls and floors that need to be fire resisting. If you are in any doubt as to whether any remedial work will be required, then ask for advice from a competent person.
Breaching fire separation
To ensure effective protection against fire, walls and floors providing fire separation must form a complete barrier, with an equivalent level of fire resistance provided to any openings such as doors, ventilation ducts, pipe passages or refuse chutes.
The passing of services such as heating pipes or electrical cables through fire-resisting partitions leaves gaps through which fire and smoke may spread. This should be rectified by suitable fire stopping and there are many proprietary products available to suit particular types of construction. Competent contractors should install such products.
Décor and surface finishes of walls, ceilings and escape routes
The materials used to line walls and ceilings can contribute significantly to the spread of flame across their surface. Most materials that are used as surface linings will fall into one of three classes of surface spread of flame. The following are common examples of acceptable materials for various situations:
Class 0: Materials suitable for circulation spaces and escape routes
• Such materials include brickwork, block work, concrete, ceramic tiles, plaster finishes (including rendering on wood or metal lathes), wood-wool cement slabs and mineral fibre tiles or sheets with cement or resin binding.
Note: Additional finishes to these surfaces may be detrimental to the fire performance of the surface and if there is any doubt about this then consult the manufacturer of the finish.
Class 1: Materials suitable for use in all rooms but not on escape routes
• Such materials include all the Class 0 materials referred to above. Additionally, timber, hardboard, block-board, particle board, heavy flock wallpapers and thermosetting plastics will be suitable if flame-retardant treated to achieve a Class 1 standard.
61 * Under revision
Class 3: Materials suitable for use in rooms of less than 30m2
• Such materials include all those referred to in Class 1, including those that have not been flame-retardant treated and certain dense timber or plywood and standard glass- reinforced polyesters.
Strong room construction:
This type of construction is adopted to protect important documents, wealth, currency notes from fire and thieves. Followings are important features of a strong room construction.
1.
2. 3.
The walls, floors and ceilings of strong room are constructed with minimum thickness of 30 mm.
Grills are to be placed in such a way that no gap is left.
Special precautions are to be exercising doors, windows, and ventilators of strong room.
62 * Under revision
8. PLASTERING
Applying mortar coats on the surfaces of walls, columns, ceiling etc. to get smooth finish is termed as plastering. Mortar used for plastering may be lime mortar, cement mortar or lime- cement mortar. Lime mortar used shall have fat lime to sand ratio of 1: 3 or 1: 4. If hydraulic lime is used mix proportion (lime: sand) is 1 : 2. Cement mortar of 1: 4 or 1: 6 mix is very commonly used for plastering, richer mix being used for outer walls. To combine the cost effectiveness of lime mortar and good quality of cement mortar many use lime-cement mortar of proportion (cement : lime : sand) of 1 : 1 : 6 or 1 : 1 : 8 or 1 : 2 : 8.
The objectives of plastering are:
1. To conceal defective workmanship
2. To give smooth surface to avoid catching of dust
3. To give good appearance to structure
4. To protect the wall from rain water and other atmospheric agencies 5. To protect surfaces against vermit.
Requirement of good plaster are:
• It should adhere to the background easily.
• It should be hard and durable.
• It should prevent penetration by moisture.
• It should be cheap and economical.
• It should possess good workability.
• It should efficiently check entry or penetration of moisture from surface.
Materials for plastering:
Lime mortar is usually applied in 3 coats while cement mortar is applied in two or three coats for the stone and brick masonry. For concrete surfaces cement mortar may be applied in two or three coats. For concrete building blocks many times only one coat of cement mortar is applied.The first coat provides means of getting level surface. The final coat provides smooth surface. If three coats are used second coat is known as floating coat. The average thickness of first coat is 10 to 15 mm. Middle coat thickness is 6–8 mm. The final coat is just 2 to 3 mm
63 * Under revision
thick. If single coat is used its thickness is kept between 6 to 12 mm. Such coats are used on concrete surfaces not exposed to rain. The mortar used for plastering work can be classified into three categories:
• Lime mortar: it consists of equal volume of lime and sand these two materials are
carefully ground in mortar mill. Flat lime is recommended for plastering work.
• Cement mortar: the cement mortar consists of one part of cement to four part of clean, coarse and angular river sand. The materials are thoroughly mixed in dry condition before
water is added to them. The mixing of materials is done on a watertight platform.
• Water proof mortar: This mortar is water proof and it is prepared by mixing one part of
cement and two parts of sand and pulverised alum at the rate of 120 N per m3 sand.
Method of Plastering:
The plastering could be done on the surfaces either in one, two and three coats. The plasterings for two coats are as follows:
• The mortar joints are racked out to a depth of 20 mm and surface is cleaned and well watered. If it is found that the surface to be plastered is very rough and uneven, a primary coat is applied to fill up the hollows before the first coat of plaster is put on the surface.
• The first coat of plaster is now applied on the surface. The usual thickness of first coat for brick masonry is 9 mm to 10 mm. In order to maintain uniform thickness, the screeds are formed on the wall surface by fixing dots.
• The cement mortar is placed between successive screeds and surface is properly finished. The second coat is applied after six hours and thickness of second coat is 3 mm to 2 mm. The completed work is allowed to rest for 24 hours and then, the surface is kept well watered for rest of week.
For plastering in three coats are similar to two coats. The thickness of first coat (rendering coat) 9 to 10 mm, second coat (rendering coat) 9 to 10 mm, and third coat (setting coat) thickness around 3 mm.
64 * Under revision
The techniques for plastering various surfaces:
• Internal Plastering on surfaces of Brick and Concrete:
Initially, the Surface where plastering is to be done will be cleaned. Level pegs on walls will be fixed with reference to the off lines to brick walls set out in floors. (Using centre plumb bob and nylon thread). All the brick walls will be watered before pasting mortar on walls. First coat mortar filling (1:4 Cement and Sand) up to 15 mm will be applied on surfaces where required mortar thickness exceed 25mm. Walls and columns will be plastered 1:4 Cement and Sand to achieve semi rough finished surface. Vertical joint of structural columns / walls & brick walls will be treated by fixing 200mm width chicken mesh with wire nails / concrete nails by centering the mesh to the vertical wall joint. All the embedded service lines and provisions (Conduits, Boxes and etc. ) will be completed on brick walls and check with the MEP drawings. Joints between walls and beams will be formed up to a maximum of 20mm and will be sealed using 30 minutes fire rated flexible filler. (Material descriptions will be submitted for the approval of the Engineer) Internal plastering on surfaces of concrete columns, beams & walls which are aligned with surfaces of brick walls will be plastered and other concrete surfaces will be finished with cement base easy plaster. (Material descriptions will be submitted for the approval of the Engineer).
• External Wall Plastering:
Alignment and fixing level pegs on external wall surfaces will be done using the surveying instrument / centre plumb bobs. Projections on the wall surfaces will be chipped off and cleaned after completing the level pegs on walls. First coat mortar filling (1:4 Cement and Sand) up to 15 mm will be applied on surfaces where required mortar thickness exceed 25mm.Cement paste on concrete surfaces will be applied to improve the bonding of plaster to the concrete surfaces. Maximum width of 20mm horizontal grooves between walls and beams will be formed by cutting using grinders with diamond wheels after plastering the wall surface. This groove will be filled with approved weather sealant. External wall plaster will be finished with rough surface. 1:10 slope at the external side of the window sill will be formed while plastering the window reveals.
65 * Under revision
• Soffit Plastering / Soffit Finishing with Cement Based Easy Plaster
The slab soffits and beams' sides and soffits which are to be smooth surfaced painted finished will be smoothen with easy plaster (Material literature will be submitted separately) and places where concrete surfaces are uneven, will be roughen & leveled with cement and sand mortar plaster before applying easy plaster to make surface smooth.
• Improving Joints of Brick Wall & Structural Concrete
• 200mm wide Chicken Mesh will be fixed at the joint.
• Concrete surfaces will be washed and cleaned.
• Concrete surface which are to be plastered will be roughen or put spot cement slurry.
Different plastering techniques:
• There are numerous plastering techniques used to plaster ceilings and walls. It all depends on the requirements of the client as well as the nature of the area that needs plastering. Let’s take a look at some general plastering techniques:
Dry Lining Plastering
• Over the years, traditional Melbourne homes made use of wet plastering to ensure a smooth finish to ceilings and walls. During the last 3 to 4 decades, dry plastering or dry lining plastering techniques are being used instead. This method is favoured due to the ease of using a plasterboard. After all, plasterboards are solid and available in sheet form in standard sizes of around 2.4 x 1.2 meters. Plasterers Melbourne found it a breeze to handle and put plaster on. What is more, dry lining is a complete dry procedure which allow plasterers to quickly fix any mishaps. Paint can easily be applied to any surface to ensure a warm and welcoming finish.
• The biggest reason why most builders or plasterers prefer using dry lining is due to the speed of applying it and the load being reduced on structures of any kind. As plasterboard walls are lightweight, they offer better flexibility when it comes to planning interior or exterior spaces on the drawing board. In addition, dry lining is a plastering technique that saves you money and time. Yet another reason why it is the most preferred plastering method as far a construction work in timber frames are concerned.
66 * Under revision
Wet Plastering
• Known to be the most common of all plastering techniques used is wet plastering. It enables experiences plasterers Melbourne to obtain a clean and smooth finish by covering any surface in need of plastering with mortar, then smoothening it using trowels. Dried wet plastered surfaces can be painted or papered according to individual preferences. Like most plastering techniques, it requires skilled plasterers and enough drying time. Wet plastering is prone to shrinkage, cracks, and often times in need of re-plastering in order to cover any cracks.
Defects in Plastering
The following defects may arise in plaster work.
1. Blistering of plastered surface: This is the formation of small patches of plaster swelling out beyond the plastered surface, arising out of late slaking of lime particles in the plater
2. Cracking: Cracking consists of formation of cracks or fissures in the plaster work resultin gfrom the following reasons.
i. Imperfect preparation of background
ii. Structural defects in building
iii. Discontinuity of surface
iv. Movements in the background due to its thermal expansion or rapid drying
v. Movements in the plaster surface itself, either due to expansion or shrinkage.
vi. Excessive shrinkage due to application of thich coat
vii. Faulty workmanship.
3. Efforescene: It is the whitish crystalline substance which appears on the surface due
to presence of salts in plaster making materials as well as building materials like bricks, sand, cement etc and even water. This gives a very bad appearance. It affects the adhesion of paint with wall surface. Efforescene can be removed to some extent by dry bushing and washing the surface repeatedly.
4. Flaking:It is the formation of very loose mass of pastered surface, due to poor bond between sucessive coats.
5. Peeling: It is the complete dislocation of some portion of plastered surface, resulting in the formation of a patch. This also results from imperfect bond.
67 * Under revision
6. Popping: It is the formation of conical hole in the plastered surface due to presence of some particles which expand on setting
7. Rust Stains: These are sometimes formed when plaster is applied on metal laths
8. Uneven surface: This is obtained purely due to poor workman ship.
Remedies for minimizing defects plastering work:
• The brickwork and plastering should be carried out in the best workmanship manner.
• The bond of brickwork should be maintained properly.
• The efflorescence is removed by rubbing brushes on damaged surfaces. A solution of one
part of HCl or H2SO4, and five parts of clean water is prepared and it is applied with the
help of brushes on affected area. The surface is washed and cleaned with water.
• The bricks of superior nature should only be used for the brick work.
• The water free from salts should be used for brick work and plastering work
• The surface to be plastered should be well watered so that it may not absorb water from
plaster.
• The damp- proof courses should be provided at convenient places in buildings.
• The overall construction should be such that the penetration of moisture is prevented.
• The fresh plastered surface should be protected from surplus quantity of water such as
rain and excessive heat such as sun.
68 * Under revision
9. DAMP PREVENTION
Damp prevention is a chief requirement to ensure safety of building against dampness.
One of the basic requirements in all the buildings is that structure should be dry as far as possible.
If this is not satisfied it is likely that building may become inhabitable and unsafe from structural point of view.
In order to prevent entry of damp into a building the courses known as damp proofing courses are provided at various levels of entry of damp into a building.
Presently all buildings are given dpc treatment
So dpc prevent entry of moisture from walls floors and basements of a buildings The treatment given to roofs of buildings for some cause is called water proofing. Cause Of Dampness
Responsible causes are one or more of the followings
1. Faulty design of structure
2. Faulty construction / poor workmanship
3. Use of poor quality of material in construction
These causes give rise to an easy access to moisture to the building from different points, such as rain penetration through walls, roofs and floors etc. The moisture entering into the buildings from foundation and roofs travels in different directions further under the effect of capillary action and gravity respectively. The entry of water and its movement in different parts of the buildings are positively due to one or more of the causes listed above
(1) Rising Of Moisture From The Ground
The subsoil or ground on which the building is constructed may be made of soils which easily give an access to water to create dampness in building. Generally the foundation dampness is caused when the building structures are constructed on low lying water logged areas where a sub soil of clay or peat is commonly found through which dampness will easily rise under capillary action unless properly treated.
This dampness further finds its way to the floors, walls etc. through the plinth.
69 * Under revision
(2) Action Of Rain Water
Whenever the faces of walls are not suitably protected from the exposer to heavy shower of rains, they become the sources of dampness in a structure. Similarly the poor mortar joints in walls and cracked roofs also allow dampness to enter the building structure. Sometimes due to faulty eave courses and eave gutters, the rain water may percolate through the roof coverings
(3) Rain Penetration From Top Of The Wall
All parapet walls and compound walls of the buildings which have not been protected from rain penetration by using dam proof courses or by such measures on their exposed tops are subjected to dampness. This dampness in the buildings is of serious nature and may results in unhealthy living condition or even in structurally unsafe conditions.
(4) Codensation Due To Atmospheric Misture
Whenever the warm air in the atmosphere is cooled it gives rise to process of condensation. On account of condensation the moisture is deposited on the whole area of walls, floors, and ceilings. However the sources of dampness is prevalent only in certain places in India, where very cold climate exist.
(5) Miscellaneous Sourses Or Causes
The various other sources responsible for dampness in buildings are mentioned bellow:-
(a) Poor Drainage Of Site
The structure if located on low lying site causes water logged conditions where impervious soil is present underneath the foundation.
So such structures which are not well drained cause dampness in buildings through the foundations.
(b) Imperfect Orientation
Whenever the orientation of the buildings is not proper or geographical conditions are such that the walls of buildings get less of direct sunrays and more of heavy showers of rains, then such walls become prone to dampness.
(c) Constructional Dampness
If more water has been introduced during construction or due to poor workmanship, the walls are observed to remain in damp condition for sufficient time.
70 * Under revision
(d) Dampness Due To Defective Construction
Dampness in buildings is also caused due to poor workmanship or methods of construction viz inadequate roof slopes, defective rain water pipe connection, defective joints in roofs in proper connection of walls etc.
Effect Of Dampness
The various effects (indirectly defects), caused due to dampness in buildings are mentioned below
All effects mainly result in poor functional performance, ugly appearance and structural weakness of the buildings.
(a) A damp building creates unhealthy living and working conditions for occupants.
(b) Presence of damp conditions causes efflorescence on building surface, which
ultimately may result in the dis-integration of bricks, stones, tiles etc. and hence in the reduction of strength.
(c) It may cause bleaching and flaking of the paint which results in the formation of coloured patches on the wall surfaces and ceilings.
(d) It may result in corrosion of metals used in the construction of buildings.
(e) The material used as floor coverings, such as tiles, are damaged because they lose
adhesion with the floor base.
(f) Timber, when in contact with damp conditions, gets deteriorated due to the effects of warping, buckilng and rolling of timber.
(g) All electrical fittings get deteriorated, causing leakage of electric current with the potential danger of a short circuit.
(h) Dampness promotes the growth of termites and hence creates unhygienic conditions in buildings.
(i) Dampness when accompanied by the warmth and darkness, breeds the germs of tuberculosis, neuralgia, acute and chronic rheumatism etc.which sometimes result in fatal diseases.
71 * Under revision
Techniques And Methods Of Damp Prevention
The following precautions should be taken to prevent the dampness in buildings, before applying the various techniques and methods described later :
(I) The site should be located on a high ground and well drained soil to safeguard against foundation dampness. It should be ensured that the water level is at least 3m. below the surface of ground or lowest point even in the wet season. For better drainage the ground surface surrounding th building should also slope away.
(II) All the exposed walls should be of sufficient thickness to safe guard against rain penetration. If walls are of bricks they should be at least 30 cm thickness
(III) Bricks of superior quality which are free from defects such as cracks, flaws, lump of lime stones should be used. They should not absorb water more than 1/8 of their own weight when soaked in water for 24 hours.
(IV) Good quality cement mortars should be used to produce a definite pattern and perfect bond in building units throughout the construction work. This is essential to prevent the formation cavities and occurrence of differential settlement.
(V) Cornices and string courses should be provided. Window sills, coping of plinth and string courses should be slopped on top and throated on the undesirable to throw the rain water away from walls.
(VI) All the exposed surfaces should be covered with waterproofing cement plaster
(VII) Hollow walls are more reliable than solid walls in preventing dampness and hence the
cavity wall construction should be adopted wherever possible.
Prevention of dampness
Use of damp proofing courses or membranes-
These are the layers or membranes of water repellent material such as bituminous felts, mastic asphalts, plastic sheets, cement concrete, mortar, metal sheets which are interposed in the building structure at all location wherever water entry is anticipated. These damp proof courses of suitable materials should be provided at appropriate location for their effective use. Basically D.P.C is provided to prevent the water rising from the sub soil and getting into the different part of the buildings. The best location for D.P.C in case of buildings without basement lies at the plinth level or in case of structure without plinth should be laid at least 15 cm above the ground. These damp proof courses may be provide horizontally or vertically in floors, walls etc. in case of basement laying of D.P.C is known as tanking.
While providing damp-proof courses in buildings, the following general principles should be observed in practice.
72 * Under revision
• The DPC should cover the full thickness of the walls excluding rendering, in order to act as an effective barrier to moisture under all conditions.
• The mortar bed upon which the DPC is laid should be level, even and free from any projections.
• The DPC course should be placed in correct relation with other DPC courses so as to provide a complete course should be placed in correct relation with other DPC courses so as to provide a complete and continuous barrrier to the passage of moisture from below, top or sides. Therefore, the junctions and corners, formed by walls, or walls and floors, should be laid continuous.
• Where a vertical DPC is to be laid continuous with a horizontal DPC(i.e., forming angle projection), a fillet 75mm in radidius should be provided. the DPC should not be exposed on the wall surface, otherwise it is likely to be damaged by carpainters, tile layers,etc.
(2) Waterproof (or damp proof ) surface treatment
The surface treatment consists in filling of the pores of the material exposed to moisture by providing a thin film of water repellent material over the surface. These surface treatments can be either external or internal, the external treatment is effective in preventing dampness where as internal one only reduces it to a certain extent.
Many surface treatments like pointing, plastering. Painting, distempering, are given to the exposed surfaces and also to the internal surfaces. Most commonly used treatments, to protect the walls against dampness, is lime cement plaster of mix (one cement : one lime : six sand ) proportions. A thin film of water proofing can be materials, generally employed as waterproofing agent in surface treatments are : sodium or potassium silicates, aluminium or zinc sulphates, barium hydroxide and magnesium sulphate in alternate applications, soft soap and alum also in alternate applications, lime and linseed oil, coal tar, bitumen, waxes and fats, resins, and gum, etc.
Some of the abve mentioned materials, like the waxes and fats, are unsuitable in the tropics as they melt with rise in temperature, resins and gums and also not lasting materials are coal tar and bitumen disfigure the original surface.
(3) Integral damp-proofing treatment
The integral treatment consists adding certain compounds to the concrete or mortar during the process of mixing, which when used in construction act as barriers to moisture penetration under different principles. Compounds like chalk, talc, fuller’s earth, etc.have mechanical action principle, i.e., they fill the pores present in the concrete or mortar and make them denser and water proof. The compounds, like alkaline, silicates, aluminium sulphates, calcium chlorides,etc.work on chemical action principle i.e., they react chemically and fill in the pores to act as water resistant. Similarly , some compounds like soaps, petroleum oils, fatty acid compounds such as stearates of calcium,sodium ammonium
73 * Under revision
etc.work on repulsion principle i.e., they are used as admixtures in concrete to react with it and become water repellent.
The synthetic compound prepared under this principles are available in commercial forms, like Pudlo, Sika, Novoid, Ironite, Dampro, Permo Rainers,etc.
(4) cavity walls
A cavity wall consist of two parallel walls/leaves/skins of masonry, separated by a continuous air space/cavity.
They consists of three parts.
• Out wall/leaf(exterior wall part 10cm thick)
• Cavity/air space(5cm-8cm)
• Inner wall/leaf(minimum 10cm thick)
The two leaves forming a cavity in between may be of equal thickness or may not be. The inner wall thickness may more to take larger properties of imposed loads transmitted by floor and roof.
Provision of continuous cavity in the wall efficiently prevents the transmission of dampness from outer to inner wall.
Under climatic conditions of India (hot-dry/hot-humid), cavity type construction is most desirable as it offers many advantages such as better living and comfort conditions, economic construction and preservation of buildings against dampness.
1. As there is no contact between outer and inner walls of a cavity wall except at wall ties, which are of impervious material, so possibility of moisture penetration is reduced to a minimum.
2. It has been verified a cavity wall of 10cm thick internal and external walls with 5cm cavity/air space in between is better or more reliable than solid wall of 20cm thickness w.r.t damp prevention.
3. The cavity wall offers good insulation against sound.
4. It reduces the nuisance of efflorescence.
5. It offers other advantages like,
• Economy
• Better comfort
74 * Under revision
• Hygienic conditions in buildings. •
(5) Shot concrete(gunting)
This consists in forming an impervious layer of rich cement mortar(1:3) for water proofing over the exposed concrete surface or over the pipes, cisterns, etc. for resisting water pressure. Gunite is a mixture of cement and sand on well graded fine aggregate, the usual proportion being 1:3 or1:4. A machine known as cement gun, having a nozzle for spraying the mixture and a drum of compressed air for forcing the mixture under desired pressure, is used for this purpose, Any surface which is to be treated is first thoroughly cleaned of any dirt, greese or loose particles and then fully wetted. The mix of cement and sand is then shot under a pressure of 2-3kg/sq.cm by holding the nozzle of cement gun at a distance of 75-99 cm from wall surface. The necessary quality of water is added by means of regulating valve soon after the mixture comes out from cement gun. So mix of desired consistency and thickness can be sprayed, to get an impervious layer, the impervious surface should be watered for about 10 days.
By this technique impervious layer of high compressive strength can be obtained (28 days strength) and so it is useful method for reconditioning/repairing old concrete works, bricks and masonry works, which have deteriorated.
(6) Pressure grouts (cementation)
Cementation is the process of forcing the cement grout (mix of cement, sand, water) under pressure into cracks, voids, fitters present in structural components/ground. All the components of a structure in general and foundation, which are liable to moisture penetration are consolidated and so made water resistant by this process.
Here heels are drilled at selected points in structure and cement grout of sufficiently thin consistency is forced under pressure to ensure complete penetration onto cracks. This makes structure water tight and restores stability and strength.
When structure is resting on hard but loose textured ground its strength can be increased, by this process. This technique is used for repairing structures, consolidator ground to improve bearing capacity forming water cut offs to prevent seepage.
75 * Under revision
10. DOORS AND WINDOWS
TYPES OF WINDOWS
Depending upon the manner of fixing, materials used for construction, nature of the operational movements of shutters , etc., the common varieties of windows used in the building can be grouped as follows:
1. Casement windows
2. Sliding windows
3. Metal windows
4. Corner windows
5. Gable windows bay windows
6. Lantern or lantern lights
7. Skylights
CASEMENT WINDOWS:
These are the windows, the shutters of which open like doors. The construction of a casement window is similar to the door construction.
SLIDING WINDOWS:
These windows are similar to the sliding doors and the shutters moves on the roller bearings, either horizontally or vertically. Such windows are provided in trains, buses, bank counter, shops etc.
76 * Under revision
METAL WINDOWS:
These are now a days widely used, especially for public building. The metal used in construction may be mild steel, bronze, or other alloys. The metal frame may be fixed direct to the wall or it may be fixed on a wooden frame.
77 * Under revision
CORNER WINDOWS:
These windows are provided at the corner of a room .They are placed at the corner of the room and thus they have two faces in two perpendicular direction. Due to such situation,there is entry of light and air from two direction and in many cases , the elevation of building is also improved.
GABLE WINDOWS:
These are the windows which are provided in the gable ends of a roof.
BAY WINDOWS:
These windows project outside the external wall of a room. They maybe square , splayed, circular, polygonal or of any shape. The projection of bay windows may start from floor level or sill level. These windows admit more lights, increase opening area , provide ventilation and improve the appearance of building.
78 * Under revision
LANTERNS:
These are the windows which are fixed on flat roofs to provide light to the inner portion of building where light coming from external windows are insufficient. They maybe square or rectangular or curved.
SKYLIGHTS:
these are the windows which are provided on the sloping surface of a pitched roof. The common rafter are suitably trimmed and the skylight is erected on a curb frame. As skylight are mainly meant for light, they are usually provided with the fixed glass panel.
79 * Under revision
TYPES OF DOORS
A door is a moving structure used to block off, and allow access to, an entrance to or within an enclosed space, such as a building or vehicle. Similar exterior structures are called gate. Typically doors have an interior side that faces the inside of a space and an exterior side that faces the outside of that space. While in some cases the interior side of a door may match its exterior side, in other cases there are sharp contrasts between the two sides, such as in the case of the vehicle door. Doors normally consist of a panel that swings on hinges or that slides or spins inside of a space.
Panel doors:
Panel doors, also called stile and rail doors, are built withframeand panel construction. EN 12519 is describing the terms which are officially used in European Member States. The main parts are listed below:
• Stiles - Vertical boards that run the full height of a door and compose its right and left edges. The hinges are mounted to the fixed side (known as the "hanging stile"), and the handle, lock, bolt, and/or latch are mounted on the swinging side (known as the "latch stile").
80 * Under revision
• Rails- Horizontal boards at the top, bottom, and optionally in the middle of a door that join the two stiles and split the door into two or more rows of panels. The "top rail" and "bottom rail" are named for their positions. The bottom rail is also known as "kick rail". A middle rail at the height of the bolt is known as the "lock rail", other middle rails are commonly known as "cross rails".
• Mullions - Smaller optional vertical boards that run between two rails, and split the door into two or more columns of panels, the term is used sometimes for verticals in doors, but more often (UK and Australia) it refers to verticals in windows.
• Muntin - Optional vertical members that divide the door into smaller panels.
• Panels - Large, wider boards used to fill the space between the stiles, rails, and mullions.
The panels typically fit into grooves in the other pieces, and help to keep the door rigid.
Panels may be flat, or in raised panel designs. Can be glued in or stay as a floating panel.
• Light or Lite - a piece of glass used in place of a panel, essentially giving the door a
window.
81 * Under revision
Plank and batten doors:
Plank and batten doors are an older design consisting primarily of vertical slats:
• Planks - Vertical boards that extend the full height of the door, and are placed side by side filling the door's width.
• Battens - Smaller slats that extend horizontally across the door which the planks are affixed to. The battens hold the planks together. Sometimes a long diagonal slat or two are also implemented to prevent the door from skewing. On some doors, especially antique ones, the battens are replaced with iron bars that are often built into the hinges as extensions of the door-side plates.
Ledged and braced doors:
This type consists of vertical tongue and grooved boards held together with battens and diagonal braces.
82 * Under revision
Frame and filled doors:
83 * Under revision
This type consists of a solid timber frame, filled on one face, face with Tongue and Grooved boards. Quite often used externally with the boards on the weather face.
Flush doors:
A flush door consists of a framework of rails and styles and it is covered with plywood. There are two varieties of flush doors
1.framed flush door :
It consists of styles, rails, horizontal ribs, vertical ribs, and plywood. As shown in fig. 2.laminated flush door
It consists of styles, rails, laminated core and plywood as shown in fig.
84 * Under revision
Louvered Doors:
In this type of doors, the shutters are provided with louvers, either fully or partly. The louvers are arranged at such an inclination that horizontal vision is obstructed. The louvers maybe movable or fixed as shown in fig.
85 * Under revision
Collapsible Steel Doors:
It consists of a mild steel frame. A collapsible steel door works without hinges and it is used for compound gates, residential building , schools, sheds, godowns , workshop, public building , etc.
Revolving Doors:
It essentially consists of a centrally placed mullion in a circular opening revolving shutters which are 4 in number are radially attached to pivot as shown in fig.
86 * Under revision
87 * Under revision
11. PAINTING
Paint is a liquid surface coating. On drying it forms a thin film on the painted surface. Paints are classified as oil paints, water paints, cement paints, bituminous paints and special paints such as fire proof paints, luminous paints, chlorinated rubber paints (for protecting objects against acid fumes), etc. The paintings are the coating of fluid materials
The functions of the paints are:
• To protect the coated surface against possible stresses mechanical or chemical; deterioration—physical or environmental;
• Decorate the structure by giving smooth and colourful finish; check penetration of water through R.C.C;
• check the formation of bacteria and fungus, which are unhygienic and give ugly look to the walls;
• check the corrosion of the metal structures;
• Check the decay of woodwork and to varnish the surface to display it to better advantage
Defects in Painting:
• A painted building with full colour effects gives complete satisfaction. But the appearance of defects becomes a ready source of complaint. Unfortunately painting defects are by no means uncommon. They may arise from a variety of causes but the principal reasons behind them are incorrect choice of paint in relation to backing materials, application of paint to a damp surface or one to which moisture may have access and; poor workmanship.
Effects of background:
• The factors affecting durability are dampness, cleanliness, movements, chemical reactions, etc. The traditional construction in brick, cement, etc. involves the use of wet procedures. If paint is applied on an insufficiently dry background the moisture is trapped and in the process of subsequent drying the adhesion of the paint breaks down. Emulsion paints are somewhat better in this respect.
88 * Under revision
• The painting processes can be delayed for proper results for movements caused by shrinkage and special paints should be used for thermal movements.
• Chemical reaction between backing material and paint film may push the paint off the backing material and lead to softening or decolourise the paint. This effect generally occurs only if moisture is present and is noticeable in oil paints over materials containing cement or lime. The breakdown of bond is because of the crystallization of salts below the paint film and the discolouration is usually due to action of free lime on the pigments.
Effects of weather:
The paint film is subjected to chemical attack of atmosphere, sunlight and heat, all deteriorating it. Special chemical resistant paints should be applied in industrial areas. Alkali resistant paints weather well in coastal areas. Blue and green colours tend to fade when exposed to bright light. In addition the fierce heat of sun may breakdown the paint film because of the disintegration of the material itself and also because of the thermal movement. The most common defects noticed after paintings are as follow:
Blistering and peeling are swelling of the paint film and can be defined as localized loss of adhesion between one or more coatings or between primer and parent surface. When
swelling is because of oil or grease on the surface it is known as blistering and in case of moisture it is called peeling. It occurs in nonporous coatings such as oil based paints and enamels. A special heat-resisting type of paint should be used for hot surfaces such as radiators. It is brought about by moist air, oily or greasy surface, or imprisoned gases between the painted surface and the paint film, which expand under the influence of heat. Emulsion paints provide a porous coating and allow the moisture to pass through.
Checking is a mild form of cracking. If hair cracks produced enclose small area it is known as crazing. In case the enclosed area is large the defects is called crocodiling. It is caused
when the paint film lacks in tensile strength and occurs when paint is applied during very cold weather or because of insufficient drying of undercoat. When cracks are very small and do not enlarge with time, the top coating is flattened with emery paper and a fresh coat of paint is applied.
Cracking: The cracks extend throughout the entire paint system extending right down to the original surface. Cracks in the plaster or masonry do not let the paint to remain intact.
89 * Under revision
Paint applied on glossy surface. Premature application of top coat before the previous coat has completely dried. Painting improperly seasoned wood.
Flaking: It is detachment of paint film from the surface. The moisture penetrates through the cracks on the coatings and the bond between surface and paint film is lost. The curing
methods are: Use of plastic emulsion paints, Surface should be rubbed with emery paper before applying a fresh coat and All dirt or dust on surface should be removed prior to painting.
Chalking: Paint film becomes powder due to insufficient oil in primer.
Alligatoring: One layer of paint films sliding over the other one, when a hard paint is
applied over a soft one or vice versa.
Wrinkling: or crawling appears when the paint film is quite thick or the oil in the paint is more than required. The lower portion of the paint does not dry due to greater thickness of the paint film which shrinks due to drying in course of time.
Running and sagging: Paints applied over smooth and glossy surface do not stick and flow back or towards the unpainted area. This is known as running and sagging. The surface to-be painted should, therefore, be rubbed with an emery paper before painting.
Bloom: is identified as dull patches on the finished, polished or painted surface due to defect in the quality of paint or poor ventilation.
Flashing: is characterized by the appearance of certain glossy patches on the painted surface. The reasons attributed to this defect are weathering actions, use of cheap paint, and poor workmanship.
Grinning: it is due to the imperfect opacity of the paint film even after the final coat. The background and its defects can be clearly visible in such a case.
Failure of Painting: The main causes of failure of painting are:
• Bad workmanship
• Moisture
• Unsuitable surfaces
• • •
Conditions for painting Salt and alkalies Wrong choice of paint
90
* Under revision
Painting of various surfaces:
A. New plastered surface:
The procedures for paining a new plastered surface are:
1. Surface preparation: Paint cannot take care of construction defects. Before applying the paint, it is ensured that the surface is free from dust, dirt, loose matter, grease etc. and is rubbed with an emery paper, to provide a mechanical key between surface and paint for satisfactory adhesion.
2. Sequence of Painting: The primer (first coat) is applied with brush or spray on the prepared surface. It should be thinned with water or thinner in the recommended manner and proportion before application. After drying it is rubbed with emery paper. Dents and cracks, if any, are filled with putty using a knife applicator. Putty should not be applied thick. If the required thickness is large, it should be applied in two coats. After the putty has dried, the whole surface is rubbed down well in order to smoothen the putty andprovide a mechanical key to the finished coats. Two or three finish coats are applied. Each coat is allowed to dry before the application of next coat.
B. Oldplasteredsurface
The procedure depends on the state of the existing coating. If any of the defects discussed below is very much pronounced it is completely removed and the surface is painted as a new surface.
C. Painting of new woodwork
Painting of woodwork should be done with great care. Normally 3–4 coats are sufficient for wood work.
• Surface preparation: The wood should be well seasoned, dried, cleaned and the surface made smooth with an emery paper. Nails, if any, should be driven down the surface by at least 3 mm.
• Knotting: Knots in the wood create lot of problems. These excrete resin which causes defects such as cracking, peeling and brown discolouration. Knotting is done so that resin cannot exude from the knots. Any of the following methods may be used suitably.
91 * Under revision
Ordinary knotting: This is also known as size knotting. The knot is treated with a coat of hot red lead ground with a strong glue size in water. Then a coat of red lead ground in boiled linseed oil is applied.
Lime knotting: The knot is covered with hot lime for 24 hours after which it is scrapped off. Thereafter, the process described in ordinary knotting is followed.
Patent knotting: Two coats of varnish or shelac are applied.
• Priming coat: The main function of priming coat or primer is to form the base for subsequent ones. After knotting priming coat is applied over the entire surface to fill all the pores. A second priming coat is applied after first has dried. In general the ingredients are same as those of the subsequent coats but with a difference in proportion.
• Stopping: After the priming coat putty is applied to fill the pores of the surface. Then it is rubbed smooth. Colouring pigment is also added to it to match the shade of the finished coat. On drying, the selected paint is applied with brushes to bring smoothness and uniformity in colour. After painting the surface in one direction, the brush is worked in the perpendicular direction to eliminate brush marks. This is known as crossing. All the successive coats are applied after drying and slight rubbing of previous coats for proper bond.
D. Painting of old woodwork:
The old paint is removed with a sharp glass piece, sand paper, paint remover or with a blow lamp. Any smoky or greasy substance should be washed with lime and subsequently rubbed with pumice stone. The surface is then washed with soap and water and dried completely. Then two coats of paints are applied in a way similar to that described in painting new surfaces.
E. Paintingmetalsurfaces:
• New ironwork: The surface should be free from scales, rust and grease. Scales and rust are cleaned by hard wire brush. Grease is removed by using petroleum or by hot alkaline solution of Na2CO3 or NaOH, benzene, and lime water. A priming coat of red lead with barytes and raw linseed oil is then applied over the prepared surface. After drying of the priming coat, one or more undercoats with desired paint are applied. The second coat is given only after the first coat has dried. The finishing coat is applied carefully to produce a smooth fine surface.
92 * Under revision
• Old ironwork: The surface is prepared by scraping properly all the scales and rust with emery paper. The greasy substances are removed with lime water. The old paint may be burned with a blow lamp or by suitable solvents. After this the surface is brushed with hot linseed oil and painted as for new iron work.
• Structural steel: The major problem to overcome in painting iron and steel is corrosion due to electrolysis caused by the presence of air and moisture. Red lead is considered to be the best priming coat; it produces a tough elastic film, impervious to air and moisture. Pure linseed oil priming coat is detrimental in that it stimulates corrosion. The linseed oil film is rendered more impervious by the use of spar varnish. Graphite paint used for black colour, is very durable and is not affected by sulphur films, ammonia or chlorine gases. Silica-graphite paints are best; they do not crack and blister in course of time. Aluminium paint is also gaining popularity because of its shining and contrast properties and heat and chemical resistance. Bituminous paints may be very well adopted to paint inside of pipes, iron under waters, piles, ships and boats; they are unsatisfactory when exposed to sunlight. Lead or zinc paint should never be applied directly over the iron surface as it encourages galvanic action destroying the paint.
F. Painting of floor surfaces: The enamels are used for painting of floor surfaces. The selected enamel should be strong enough to resist abrasion, moisture, and alkali actions. It should be of shinning nature and quick drying type.
G. Painting of concrete surfaces: The cement paint is used to paint concrete surfaces. The paint is available in a powder form and it is dissolved in water to workable consistency. The paint thus prepared should be consumed with in 2 to 3 hours. The two coats are applied at an interval to provide curing of painted surface.
93 * Under revision
TYPES OF GLASS:
(1) Soda-lime glass
(2) Potash-lime glass
(3) Potash-lead glass
(4) Common glass
(1) Soda-lime glass:
12. GLAZING
This is also known as soda-glass or soft glass. It is mainly a mixture of sodium silicate and calcium silicate.
Properties:
(i) It is available in clean and clear state.
(ii) It is cheap.
(iii) It is easily fusible at comparatively low temperature.
Uses: It is used in the manufacture of glass tubes and laboratory apparatus, plate glass, window glass, etc.
(2) Potash-lime glass:
Also known as bohemian-glass or hard glass.It is mainly a mixture of potassium silicate and calcium silicate.
Properties:
(i) it fuses at high temperature.
(ii) it is not easily affected by water and other solvents.
(iii) it does not melt so easily.
Uses: used in manufacture of glass articles.
(3) Potash-lead glass:
Also known as flint glass.It is a mixture of potassium silicate and lead sillacate. Properties:
(i) Fuses very easily.
94 * Under revision
(ii) Easily attacked by aqueous solution. (iii) Posses great refractive power.
(iv) Specific gravity is about 3 to 3.50. (v) Turns black and opaque.
Uses: used in the manufacture of artificial gems, electric bulbs, lences, prisms etc.
(4) Common glass
Also known as bottle glass. Manufacture of sodium silicate, calcium silicate and iron silicate. Properties:
(i) Fuses with difficulty.
(ii) It is brown, grey or yellow in colour.
(iii) easily attacked by acids.
Uses: it is mainly used for medicine bottles.
MANUFACTURING OF GLASS:
1. Batch processing system (batch house):
Batch processing is one of the initial steps of the glass-making process. The batch house simply houses the raw materials in large silos (fed by truck or railcar) and holds anywhere from 1–5 days of material. Some batch systems include material processing such as raw material screening/sieve, drying, or pre-heating (i.e. cullet). Whether automated or manual, the batch house measures, assembles, mixes, and delivers the glass raw material recipe (batch) via an array of chutes, conveyors, and scales to the furnace. The batch enters the furnace at the 'dog house' or 'batch charger'. Different glass types, colors, desired quality, raw material purity / availability, and furnace design will affect the batch recipe.
The hot end of a glassworks is where the molten glass is formed into glass products, beginning when the batch is fed into the furnace at a slow, controlled rate by the batch processing system (batch house). The furnaces are natural gas- or fuel oil-fired, and operate at temperatures up to 1,575°C. The temperature is limited only by the quality of the furnace’s superstructure material and by the glass composition. Types of furnaces used in container
95 * Under revision
glass making include 'end-port' (end-fired), 'side-port', and 'oxy-fuel'. Typically, furnace "size" is classified by metric tons per day (MTPD) production capability.
Forming process
There are, currently, two primary methods of making a glass container: the blow and blow method, used for narrow-neck containers only, and the press and blow method used for jars and tapered narrow-neck containers.
In both methods, a stream of molten glass, at its plastic temperature (1050°C-1200°C), is cut with a shearing blade to form a solid cylinder of glass, called a gob. Both processes start with the gob falling, by gravity, and guided, through troughs and chutes, into the blank moulds, two halves of which are clamped shut and then sealed by the "baffle" from above.
In the blow and blow process the glass is first blown through a valve in the baffle, forcing it down into the three piece "ring mould" which is held in the "neckring arm" below the blanks, to form the "finish", [The term "finish" describes the details (such as cap sealing surface, screw threads, retaining rib for a tamper-proof cap, etc.) at the open end of the container.]
Containers are made in two major stages. The first stage moulds all the details ("finish") around the opening, but the body of the container is initially made much smaller than its final size. These partly manufactured containers are called parisons, and quite quickly, they are blow-molded into final shape.
Referring to the mechanism, the "rings" are sealed from below by a short plunger. After the "settleblow" finishes, the plunger retracts slightly, to allow the skin that's formed to soften. "Counterblow" air then comes up through the plunger, to create the parison. The baffle rises and the blanks open. The parisonis inverted in an arc to the "mould side" by the "neckring arm", which holds the parison by the "finish".
As the neckring arm reaches the end of its arc, two mould halves close around the parison. The neckring arm opens slightly to release its grip on the "finish", then reverts to the blank side. Final blow, applied through the "blowhead", blows the glass out, expanding into the mould, to make the final container shape.
96 * Under revision
In the press and blow process, the parison is formed by a long metal plunger which rises up and presses the glass out, in order to fill the ring and blank moulds.[5] The process then continues as before, with the parisonbeing transferred to the final-shape mould, and the glass being blown out into the mould.
The container is then picked up from the mould by the "take-out" mechanism, and held over the "deadplate", where air cooling helps cool down the still-soft glass. Finally, the bottles are swept onto a conveyor by the "push out paddles" that have air pockets to keep the bottles standing after landing on the "deadplate"; they're now ready for annealing.
The forming machines hold and move the parts that form the container. The machine consist of basic 19 mechanisms in operation to form a bottle and generally powered by compressed air (high pressure - 3.2 bar and low pressure - 2.8 bar), the mechanisms are electronically timed to coordinate all movements of the mechanisms. The most widely used forming machine arrangement is the individual sectionmachine (or IS machine). This machine has a bank of 5–20 identical sections, each of which contains one complete set of mechanisms to make containers. The sections are in a row, and the gobs feed into each section via a moving chute, called the gob distributor. Sections make either one, two, three or four containers simultaneously. (Referred to as single, double, triple and quad gob). In the case of multiple gobs, the shears cut the gobs simultaneously, and they fall into the blank moulds in parallel.
COMPOSITION OF GLASS
The following is a list of the more common types of silicate glasses, and their ingredients, properties, and applications:
1. Fused quartz, also called fused silica glass, vitreous silica glass, is silica (SiO2) in vitreous or glass form (i.e., its molecules are disordered and random, without crystalline structure). It has very low thermal expansion, is very hard, and resists high temperatures (1000–1500 °C). It is also the most resistant against weathering (caused in other glasses by alkali ions leaching out of the glass, while staining it). Fused quartz is used for high temperature applications such as furnace tubes, lighting tubes, melting crucibles, etc.
97 * Under revision
2. Soda-lime-silica glass, window glass: silica 72% + sodium oxide (Na2O) 14.2% + lime (CaO) 10.0% + magnesia (MgO) 2.5% + alumina (Al2O3) 0.6%. Is transparent, easily formed and most suitable for window glass (see flat glass). It has a high thermal expansion and poor resistance to heat (500–600 °C). It is used for windows, some low temperature incandescent light bulbs, and tableware. Container glass is a soda-lime glass that is a slight variation on flat glass, which uses more alumina and calcium, and less sodium and magnesium which are more water-soluble. This makes it less susceptible to water erosion.
3. Sodium borosilicate glass, Pyrex: silica 81% + boric oxide (B2O3) 12% + soda (Na2O) 4.5% + alumina (Al2O3) 2.0%. Stands heat expansion much better than window glass. Used for chemical glassware, cooking glass, carhead lamps, etc. Borosilicate glasses (e.g. Pyrex) have as main constituents silica and boron oxide. They have fairly low coefficients of thermal expansion (7740 Pyrex CTE is 3.25×10– 6/°C[4] as compared to about 9×10−6/°C for a typical soda-lime glass[5]), making them more dimensionally stable. The lower CTE also makes them less subject to stress caused by thermal expansion, thus less vulnerable to cracking from thermal shock. They are commonly used for reagent bottles, optical components and household cookware.
4. Lead-oxide glass, crystal glass: silica 59% + lead oxide (PbO) 25% + potassium oxide (K2O) 12% + soda (Na2O) 2.0% + zinc oxide (ZnO) 1.5% + alumina 0.4%. Because of its high density (resulting in a high electron density) it has a high refractive index, making the look of glassware more brilliant (called "crystal", though of course it is a glass and not a crystal). It also has a high elasticity, making glassware 'ring'. It is also more workable in the factory, but cannot stand heating very well.
5. Aluminosilicate glass: silica 57% + alumina 16% + lime 10% + magnesia 7.0% + barium oxide (BaO) 6.0% + boric oxide (B2O3) 4.0%. Extensively used for fiberglass, used for making glass-reinforced plastics (boats, fishing rods, etc.) and for halogen bulb glass.
6. Oxide glass: alumina 90% + germanium oxide (GeO2) 10%. Extremely clear glass, used for fiber-optic waveguides in communication networks. Light loses only 5% of its intensity through 1 km of glass fiber.[6] However, most optical fiber is based on silica, as are all the glasses above.
PROPERTIES OF GLASS
The properties of glass are mainly governed by factors like composition of the constituents, state of surface, thermal treatment conditions, dimension of specimen etc.
Following are the properties of glass which have made the glass popular and useful: I. It absorbs, refracts or transmits light.
98 * Under revision
II. It can take up a high polish and may be used as substitute for every costly gems.
III. It has no definite crystalline structure.
IV. It has no sharp melting point.
V. It is affected by alkalis.
VI. It is an excellent electrical insulator at elevated temperatures due to the fact that glass
can be considered as an ionic liquid. The ions are not easily moved at room temperature because of the high viscosity. But when the temperature rises, the ions are permitted to flow and thus they will sustain an electric current.
VII. It is available in beautiful colours.
VIII. It behaves more as a solid than most solids in the sense that it is elastic. but when the
elastic limit is exceeded, it fractures instead of deforming.
IX. It is capable of being worked in many ways. it can be blown,drawn,or pressed. But it
is strange to note that it is difficult to cast in large pieces.
X. It is extremely brittle.
XI. It is not usually affected by air and water.
XII. It is not attacked by ordinary chemical reagents.
XIII. It is possible to intentionally alter some of its properties such as fusability,hardness,refractive power etc. To suit different purposes.
XIV. It is possible to obtain glasses with diversified properties. The glass may be clear, colourless, diffused and stained.
XV. It is possible to weld pieces of glass by fusion.
XVI. It is transparent and translucent. Transparency is the most used characteristic of glass
and it is due to the absence of the free electron. For the same reason it also works as a
good insulator.
XVII. When it is heated , it becomes soft and soft with rise in temperature . it is ultimately
transformed into a mobile liquid. The liquid when allowed to cool , passes to all deegres of viscosity. The property of glass has made its manufacturing process easy. It can also be formed into articles of desired shape. Thus the amorphousness of glass permits it to be blown, drawn from furnaces and continuously worked.
XVIII. Due to advancement made in the science of the glass production , it is possible to make glass lighter than cork or softer than cotton or stronger than steel. The presence of glass however is considerably affected by foreign inclusions , internal defects and cords or chemically heterogeneous areas.
XIX. The glass panes can be cleaned easily by anyone of the following methods- [i]By applying methylated spirit
[ii]painting the glass panes with lime wash and leaving it to dry and then washing with clean water.
[iii]rubbing damp salt for cleaning paint spots and;
[iv]rubbing finely powdered chalk
99 * Under revision
13. REPAIR
1. Glossary of hyponyms related to repair Repair
This is the action taken up on a building by patching up superficial defects and building finishes in order to bring back the architectural shape of the building so that all services start working and the functioning of building is resumed quickly. Repair does not pretend to improve the structural strength of the building
Reconstruction
If the original building or some elements of the building missing or critically damaged to carry out any repair, then they are re-created in all new, appropriate material. This is called reconstruction.
Rehabilitation
It is the act or process of making possible a compatible use for a property through repair, alterations, and additions while preserving those portions or features which convey its historical, cultural, or architectural values. Here, although emphasis is provided to retain and repair the historic materials but more liberty is provided to replacement because it is assumed the structure severely damaged is severely damaged prior to work.
Retrofit
Retrofitting is the process of upgrading the building which is still in good condition; so that it becomes safe against future damage which may likely occur in near future. Thus retrofit involves making changes to the buildings at some point after its initial construction and occupation.
2. Building joints
A joint is a simple groove cut positioned on the surface of the concrete. These are provided to allow some cracking to occur there
100 * Under revision
Control/Contraction Joints
The purpose of a control joint is todivide a large area (brick, concrete,etc.) into smaller areas to make crackingless likely or to encourage any crackingto occur in the selected location.Control joints are usually non-workingjoints, except in the case of a brick wallwhere they act to accommodateexpansion and contraction due to heatingand cooling.
Isolation/ expansion joints
An isolationjoint prevents movement in one part of a building from affecting otherparts of the building. The most common isolation joint is the "expansion joint."Every building has major expansion joints that divide the building into segments;these joints go through the structure such as a wall or a roof and are continuousthrough the entire building.
Construction joints
A construction joint is a joint in concrete where one placement of concrete ends and the next placement were begun after the setting up of previous work. They are typically placed at the end of a day’s work but may be required when concrete placement is stopped for longer than the initial setting time of concrete.
3. Building cracks
A crack is a complete or incomplete separation of concrete or masonry into two or more parts produced by its breaking or fracturing.Cracks in buildings could be broadly classified as structural or non-structural type.
Structural crack: These occur due to incorrect design, faulty construction or overloading and these may endanger the safety of a building. E.g., extensive cracking of an RCC beam.
Non-structural crack: These cracksmostly developed due to internally induced stresses in buildings materials due to moisture variations, temperature variation, elastic deformations, creep, chemical reaction, foundation movement, vegetation growth etc. Non-structural crack do not endanger safety of a building but may look unsightly and create a feeling of instability and impression of faulty construction. Sometimes, these cracks may allow penetration of moisture through them thus resulting damages to internal finishes or corrosion of reinforcement thus affecting stability of structure in long run.
101 * Under revision
4. Types of building repairs
Day-to-day Repair
These repairs include service repairs which need to be attended on day to day basis during the services of the building. Examples for such repairs are removing chokage of drainage pipes, man holes, restoration of water supply, replacement of blown fuses, repairs to faulty switches, watering of plants, lawn mowing, hedge cutting, sweeping of leaf falls etc. The purpose of this maintenance service is to ensure satisfactory continuous functioning of various services in the buildings.
Annual or Periodic Repairs
These are the regular repair works which are carried out at a longer time intervals, say one year, to maintain the aesthetics of buildings and services as well as to preserve its life.
Special Repair
Special repairs of building are undertaken to replace the existing parts of buildings and services which get deteriorated on ageing of buildings. It is necessary to prevent the structure and services from deterioration and restore it back to its original conditions to the extent possible. Extensive floor improvement, replacement of roof tiles, major joinery replacement normally falls under this category.
5. Maintenance of Buildings
Building maintenance is work undertaken to keep, restore or improve every part of a building, its services to a currently acceptable standard and to sustain the utility and value of the facility.Building maintenance works can be classified into three categories: preventive maintenance, routine maintenance and corrective maintenance.
Preventive Maintenance (/Breakdown maintenance)
Preventive maintenance is carried out to avoid breakdown of machinery and occurrence of maintenance problems in buildings and services.
102 * Under revision
Routine Maintenance
This is the most frequently done activity of all and is done by performing routine and scheduled maintenance of the property. Changing equipment filters, cleaning gutters, removing debris from roof drains, caulking, office cleaning, window cleaning and repairs, and parking lot care are just a few of the many items that require scheduled maintenance.
Corrective Maintenance
These are actual repairs that keep the property functioning normally and usually need to be done as soon as possible. The repairs are usually done in response to something breaking or not working properly anymore. This type of maintenance includes replacing a broken air conditioning unit, fixing a dripping faucet, unclogging drains, replacing light bulbs, or repairing a non-functioning toilet.
103 * Under revision
14. STONES
DEFINITION- The process of taking out stones from natural rock beds is known as the quarrying. The term quarry is used to indicate the exposed surface of natural rocks. The stones, thus obtained, are used for various engineering purposes. The difference a mine and quarry should be noted. In case of a mine, the operations are carried out under the ground at great depth. In case of quarry, the operations are carried out at ground level in an exposed condition.
SITE FOR QUARRY-The selection of site for a quarry of stones should be done after studying carefully the following aspects:
1. Availability of tools, power, materials and labour for the efficient working of quarry.
2. Easy availability of clean water in sufficient quantity all the year round.
3. Economy in quarrying.
4. Drainage of quarrying pit.
5. Facility of carrying and conveying stones from quarry.
6. Quality of stone available from quarry.
METHODS OF QUARRYING-
Following are the three methods of quarrying:
I. Quarrying with hand tools
II. Quarrying with channeling machine
III. Quarrying with blasting.
QUARRYING WITH HAND TOOLS-There three methods of doing this type of quarrying:
a) Digging or Excavating
b) Heating
c) Wedging
(a) Digging or Excavating- In this method, the stones are merely excavating with the
help of suitable instruments such as pick-axes, hammers, showels, chisels, etc. This
method is useful when a soft stone occurs in form of large and small blocks.
(b) Heating- In this method, the top surface of rock is heated. This method is useful when small blocks of more or less regular shape are to be taken out from quarry. It is suitable when the rock formation consists of horizontal layers of shallow depth. It is possible to obtain by these method fairly rectangular blocks required for coursed
rubble masonary.
(c) Wedging-In this method, if rock surface contains cracks or fissures,the steel wedges
or points, as shown in fig., are driven through such cracks by means of hammers. The blocks of stones are then shifted and they are removed with the help of suitable instruments.
104 * Under revision
The wedging is adopted for costly stratified rocks which are comparatively soft such as laterite, marble, limestone, sandstone, etc. The wedging is preferred to the blasting, wherever possible.
QUARRYING WITH CHANNELLING MACHINE: In this method, the channeling machine driven by steam, compressed air or electricity are used to make vertical or oblique grooves or channels on the rock mass. These machines make rapidly the grooves having length of about 24m, width of about 50mm to 75mm and depth of about 2.40m to 3.70m. The process consists of the following steps:
(a) The channels are cut around the stone block which is to be removed from the rock mass.
(b) The horizontal holes are drilled beneath the rock.
(c) The wedges are driven into the holes and the block is then broken loose from its bed.
QUARRYING WITH BLASTING:In this method, the explosives are used to convert into small pieces of stones. The main purpose of quarrying stones by is to loosen large masses of rocks and not to violently blow up the whole mass so as to convert it into very small pieces of practically no use.
This method is adopted for quarrying hard stones, having no fissures or cracks. The stones obtained by blasting are usually of small size and they are used as ballast in railways, aggregate for concrete, road metal, etc. The process of blasting is important with respect to the stone quarrying.
Commonly used Stones in India.
Marble:
• Origin and composition: - it is a most common variety of metamorphic rock. It is formed
from crystallized limestone by metamorphism\, chemically, it is calcareous and is chiefly
composed of calcium carbonate.
• properties :- following are the properties of marble:_
• its crushing strength is from 500 to 600 kg/cm2
105 * Under revision
• the usual color of marble is white, but it is also available in different shades of colors such as grey, black, red, brown, yellow and combination of these
• it is compact and crystalline in structure due to which it can take a fine polish
• it is les durable
• Itcan be carved easily and thus is most suited for sculpture work.
• its specific gravity is 2.72 its weight 2720 kg/cum
• its absorption is 1 to 3%
• Chief uses:- used as building stone and in decorative panels
Sandstone:
• Origin and composition:-This stone is a common variety of sedimentary rocks mechanical origin. it is physically, stratified and chemically, siliceous in siliceous in nature, it is chiefly composed of quartz (grains of sand) bound together by a cementing material, but other minerals such as felspar, mica, magnetite etc. are also present.
• Properties:- following are the properties of sand stone:-
• it's crushing strength is 400 to 650 kg/cm2
• It is white, grey, yellow, light brown, and red in color.
• Its specific gravity is 2.3 to 2.4. Its weight is nearly 2350 kg/cu m.
• Chief uses: - general walls building flagstone.
Slate:
• its crushing strength varies from 700 to 2100 kg/cm2
• it is hard tough and is least absorptive
• It also offers good abrasive resistance.
• It is a good heat and electrical insulator.
• Its water absorption varies from 0.5 to 1%.
• Following are the uses of slate.
• It is a valuable material for roofing and black boards.
• Thick slabs of harder variety of slates are used for flooring steps shelves mental pieces
sills of doors and window etc.
• slate a available at the available at the following localities in India:_
o simla, kangra, gurgaon, Gurdaspur, Alwar, Rajasthan, (MP) (Haryana) (Gujarat Basalt:-
• Origin and Composition: these stones are the common varieties of igneous rocks they are formed by solidification of lava on the earth’s surface due to volcanic eruption. Some basalts develop step like appearance and are known as traps. They are chiefly composed of silica, alumina and felspar.
• Properties:- Following are the properties of basalt and trap
• Their crushing strength is 700 to 850 kg/sq.cm.
• They are hard and tough
106 * Under revision
• They are greenish grey to dark grey in color.
• Their specific gravity (2-9 to 2.96) is more than that of granite their weight is nearly
2900kg/cm3.
• They are available as a vast deposit of basaltic rock, near the western Ghats of India,
known as Deccan trap. They are also available at Rajmahal Hills (Bihar) known as Rajmahal Trap. Varieties of basalts jike, Bombay Basalt, Blue basalt, red basalt and yellow basalt are found and used in Maharasatra, Gujarat etc.
Limestone :-
• Color :- White light grey to light buff.
• Texture :- fine to crystalline, may have fossils
• Parting :-parallel to beds: also may have irregular fractures.
• Hardness:- fairly soft steel easily catches
• May show fossils.
• All lime stone are of sedimentary origin and have for their principal ingredient
carbonate of lime.
• When clay is present, the stone is called argillaceous limestone; when silica
predominates, siliceous limestone; when iron is prevalent, ferruginous limestone; when magnesia is present to the extent of 15 per cent.
Granite:-
• Granite is one of the most valuable stones for construction purposes. Although the quality of granite varies according to the proportions of the constituents and to their method of aggregation, this kind of stone is generally durable,strong, and hard.
• The hardest and most durable granites contain a greater proportion of quartz anda smaller proportion of feldspar and mica. Feldspar makes granite more susceptible to decomposition by the solution potash contained in it, potash feldspar being less durable than lime or soda feldspar.
• Because of its uniform structure, granite can be quarried in large blocks. The rift, the grain, and the joint planes are advantageous in quarrying, as it is very difficult to cut granite in other places. The uses for which granite is suitable depend on the texture of the stone. Medium-grained stone is best fitted for building construction. Fine-grained stone can be carved and polished.
Schist:-
• Schist has a more crystalline structure than slate, and the crystals are easily seen. It is composed chiefly of minerals that cleave readily, such as hornblende, mica, etc., mixed with a variable amount of granular quartz and feldspar. The presence of the cleavage minerals produces a fine cleavage or foliation, called schistosity.
107 * Under revision
• Schist is sometimes used in building construction but it disintegrates very rapidly and is not durable. It should always be set with the planes of schistosity horizontal.
Gneiss -
•
•
• Shale -
Gneiss is a coarse-grainedlaminated rock.
It is formed by metamorphism of either sedimentary or igneous rock.
• Shale is a typical clay rock that splits readily in lines parallel to the bedding.
• Sand and lime carbonate are always present in this stone and, with increase of either, the rock grades into shaly sandstone or shaly limestone.
• Shale isused for light traffic roads and in the manufacture ofbrick,tile, and other burned clay products, but it is not suitable for concrete aggregate.
Conglomerate -
• Stratified rock composed of rounded pebbles of any material, such as limestone, quartz, shale, granite grains, feldspar, etc., cemented together is known as conglomerate.
• When the pebbles are quartz with siliceous binding the rock is strong and hard to quarry or dress.
• When the interstices between the pebbles are not filled by the binder, the rock is very porous, and may hold great amounts of ground water.
• This stone is seldom used in building construction.
It is oftenused as structural material and as concrete aggregate.
108 * Under revision
15. TIMBER
A tree basically consists of three parts namely,trunk,crown and roots.the function of the trunk is to support the crown and to supply water and nutrients from the roots to the leaves through branches and from the leaves back to the roots.the roots are meant to implant the trees in the soil ,to absorb moisture and the mineral substancesit contains and to supply them to the trunk.
Details of structure:
From the visibility aspect,the structure of tree can be divided into two categories :- (1). Macrostructure
(2). Microstructure
Macrostructure:-
The structure of wood visible to the naked eye or at a small magnification is called the macrostructure.Following are its different components:
(1) Pith:
the innermost central portion of the core of the tree is called the pith or medulla. It varies in size and shape and for different types of trees.It consist entirely of cellular tissues and it nourishes its plant at its young age.when the plant becomes old,the pith dies up and decays and the sap is then transmitted by the woody fibres deposited round the pith.the pith of the branches is nothing but merely a prolongation of the stem.
109 * Under revision
(2) Heartwood:
The inner annular rings surrounding the pith constitute the heart wood.It is usually dark in colour .as a matter of fact ,it indicates the dead portion of tree and as such,it does not take active part in the growth of the tree.But it imparts rigidity to the tree hence it provides strong and durable timber for various engineering purposes.
(3) Sapwood:
The outer annular rings between heartwood and cambium layer is known as sapwood.It is usually light in colour in light and weight.It indicates recent growth and it contains sap.The annual rings of sap wood are less sharply defined than those of heartwood.It takes active part in the growth of the tree and the sap moves in upward direction through it. The sapwood is also known as the alburnum.
(4) Cambium layer
The thin layer of sap between sapwood and inner bark is known as the cambium layer.It indicates sap which has not yet been converted into sap wood. If the bark is removed for any reason,the cambium layer gets exposed and the cells cease to be active resulting in the death of the fibre.
(5) Inner bark:
The inner skin or layer covering the cambium layer is known as the inner bark.it gives
protection to the cambium layer from any injury.
(6) Outer bark
The outer skin or cover of the tree is known as the outer bark.it is the outermost protective layer and it sometimes contain cracks and fissures.it consists of cells and wood fibre and is also known as the cortex.
(7) Medullary rays
The thin radial fibres extending from pith to cambium layer are known as the medullary rays.the function of these rays is to hold together the annular rings of heartwood and sapwood.these rays are sometimes broken and in some varieties of trees,they are not very prominent.
Microstructure:
The structure of wood apparent only at great magnifications is called the microstructure.
A living cell consists of four parts namely membrane ,protoplasm,sap and core.The cell membrane consists mainly of cellular tissues and cellulose.The protoplasm is a granular,transparent ,viscous vegetable protein composed of carbon,hydrogen,oxygen,nitrogen and sulphur.The core of cell differs from protoplasm merely by the presence of phosphorus and it is generally oval.
The cells ,according to the function they perform,are classified into the following three categories:
- Conductive cells
110 * Under revision
- Mechanical cells
- Storage cells
(1).conductive cells:
These cells serve mainly to transmit nutrient from root to the branches and leaves.
(2).mechanical cells
These cells are elongated ,thickwalledand have tightly interconnected narrow interior cavities.these cells impart strength to the wood.
(3).storage cells:
These cells serve to store and transmit nutrients to the living cells in the horizontal direction and they are usually located in the medullary rays.
Defects in timber:
Various defects occurring in timber are grouped into following five categories:
(1)defects due to conversion (2)defects due to fungi (3)defect due to insects (4)defects due to natural forces (5)defects due to seasoning
Defects due to conversion:
During converting timber to commercial form the following defects may occur:
(i) chip mark: this defect is indicated by marks placed by chips on the finished surface of timber .they may also be formed by parts of a planning machine.
(ii)Diagonal grain: this defect is formed due to improper sawing of timber.it is indicated by diagonal mark on straight grained surface of timber.
(iii)Torn grain:this defect is caused when a small depression is formed on the finished surface of timber by falling of a tool or so.
(iv)Wane:this defects is denoted by the presence of original rounded surface on the manufactured piece of timber.
Defects due to fungi:
Fungi attack timber only when
(1)The moisture content of timber is above 20%.
(2)If there is a presence of air and warmth for the growth of fungi. Due to attack of fungi following defects occur:
(i)Bluestain:the sap of the wood is stained to bluish colour by the action of certain type of fungi.
111 * Under revision
(ii) Brown rot:the fungi of certain types remove cellulose compound from wood and hence the wood assumes the brown colour.this is known as the brown rot.
(iii) Dry rot:the fungi of certain types feed on wood and during feeding ,they attack on wood and convert it into powder form.This is known as dry rot.
This type of defect occur in place where there is dampness and no free circulation of air.The dry rot may be prevented by using well seasoned timber free from sap.
(iv) Heart rot: this is formed when a branch has come out of a tree.It occurs when heart woodis exposed to atmospheric agent.
(v) Sap stain:certain types of fungi feed on cell contents of sap wood.In doing so ,the sap wood loses its colour.this is known as sap stain.It generally occurs when moisture content goes beyond 25 % or so.
(vi) Wet rot:some varietiesof fungi cause chemical decomposition of wood of timber in doing so timber is converted into a greyish brown powder.This is known as wet rot.
(iv) White rot:this defect is opposite of brown rot.In this defect the wood assumes the appearance of a white mass consisting of cellulose compounds.
Defect due to insects:
Defects in timber occur dueto various types of insects.
Such as:
(1) beetles
(2)marine borers
(3)termites
Decay of timber occurs due to the above insects.
Defect due to natural force:
The main natural forces responsible for causing defects in timber two,namely,abnormal growth and rupture of tissues.
(i) Burls:these are also known as the excrescences and they are particularly formed when a tree has received shock or injury in is young age. Due to such injury, the growth of tree is completely upset and irregular projections appear on the body of timber.
(ii) Callus:it indicates soft tissues or skin which covers the wound of a tree.
(iii) Chemical stain: the wood is sometimes discoloured by the chemical action caused with
it by some external agency.
(iv) Coarse grain: if a tree grows rapidly, the annual rings are widened. Such timber possesses less strength.
(v) Dead wood: the timber which is obtained from dead standing trees contains dead wood.
112 * Under revision
(vi)Druxiness: this defect is indicated by white decayed spots which are concealed by healthy wood.
(vii) Foxiness: this defect is indicated by red or yellow tinge in wood or reddish brown stains or spots round the pith of tree discolouring the timber. It is caused due too poor ventilation.
(viii) Knots: these are the bases of branches or limbs which are broken or cut off from the tree. The portion from which the branch is removed receives nourishment from the stem for a pretty long time and it ultimately results in the formation of dark hard rings which are known as the knots.
(ix) Rind galls: the rind means bark and gall indicates abnormal growth. Hence peculiar curved swelling found on the body of a tree known as the rind gall.
(x) Shakes: these are cracks which partly or completely separate the fibres of wood. Following are the different types of shakes: cup shake, heart shake, ring shake, star shake, radial shake.
(xi) Twisted fibres: these are also known as the wandering hearts and they are caused by twisting of young trees by fast blowing wind.
(xii) Upset: these are also known as the ruptures and they indicate the wood fibres which are injured by crushing or compression.
(xiii) water stain: the wood is sometimes discoloured when it comes into contact with water. Thi defect is usually found in converted timber.
(xiv) Wind cracks:if wood is exposed to atmospheric agencies, its exterior surface shrinks. These are known as the wind cracks.
Defects due to seasoning:
Following defects occur in the seasoning process of wood.
(i) Bow: the defect is indicated by the curvature formed in the direction of length of timber.
(ii) case-hardening: the exposed surface of timber dries very rapidly. It therefore shrinks and is under compression. The interior surface which has not completely dried under tension. This defect is known as the case-hardening.
(iii) Check: a check is a crack which separates fibres of wood. It does not extend from one end to the other.
(iv)Collapse: due to uneven shrinkage, the wood sometime flattens during drying. This is known as collapse.
(v) Cup: this defect is indicated by the curvature formed in the transverse direction of timber. (vi) Honey-combing: due to stresses developed during drying, the various radial and circular
cracks in the interior portion of timber. This defect is known as honey-combing. (vii) Radial shake: these are radial cracks.
113 * Under revision
(viii) Split: when a check extends from one end to the other, it is known as a split.
(ix) Twist: when a piece of timber has spirally distorted along its length, it is known as a
twist.
(x)Warp:when a piece of timber has twisted out of shape, it is said to have warped. TIMBER
TIMBER is the oldest material used by humans for construction after stone. Despite its complex chemical nature, wood has excellent properties which lend themselves to human use. It is readily and economically available; easily machinable; amenable to fabrication into an infinite variety of sizes and shapes using simple on-site building techniques;
Exceptionally strong relative to its weight
A good heat and electrical insulator
It is a renewable and biodegradable resource.
However, it also has some drawbacks of which the user must be aware. It is a “natural” material and is available in limited amount.
Preservation:
Preservation of timber means protecting timber from fungi and insects attack so that its life is increased. Timber is to be seasoned well before application of preservatives. The following are the widely used preservatives:
1.Tar
2.Paints 3.Chemicalsalt 4.Creosote
5. ASCO
1.Tar
Hot coal tar is applied to timber with brush. The coating of tar protects the timber from the attack of fungi and insects. It is a cheapest way of protecting timber. Main disadvantage of this method of preservation is that appearance is not good after tar is applied it is not possible to apply other attractive paints. Hence tarring is made only for the unimportant structures like fence poles.
2.Paints
Two to three coats of oil paints are applied on clean surface of wood. The paint protects the timber from moisture. The paint is to be applied from time to time. Paint improves the appearance of the timber. Solignum paint is a special paint which protects the timber from the attack of termites.
3. Chemical salt
These are the preservatives made by dissolving salts in water. The salts used are copper
114 * Under revision
sulphate, masonry chloride, zinc chloride and sodium fluoride. After treating the timber with these chemical salt paints and varnishes can be applied to get good appearance.
4. Creosote
Creosote oil is obtained by distillation of coal tar. The seasoned timber is kept in an air tight chamber and air is exhausted. Then creosote oil is pumped into the chamber at a pressure of 0.8 to 1.0 N/mm2 at a temperature of 50°C. After 1 to 2 hours timber is taken out of the chamber.
5.ASCO
This preservative is developed by the Forest Research Institute, Dehradun. It consists of 1 part by weight of hydrated arsenic pentoxide (As2O5, 2 H2O), 3 parts by weight of copper sulphate. (CuSO4⋅5 H2O) and 4 parts by weight of potassium dichromate (K2Cr2O7) or sodium dichromate (Na2Cr2O7⋅2 H2O). This preservative is available in powder form. By mixing six parts of this powder with 100 parts of water, the solution is prepared. The solution is then sprayed over the surface of timber. This treatment prevents attack from termites. The surface may be painted to get desired appearance.
Physical Properties:
Specific Gravity (SG):
Generally, specific gravity (SG) and the major strength properties of wood are directly related. SG for the major , usually used structural species ranges from roughly 0.30 to 0.90. Higher allowable design values are assigned to those pieces having narrower growth rings (more rings per inch) or more dense latewood per growth ring and, hence, higher SG.
Thermal Properties/Temperature Effects:
Although wood is an excellent heat insulator, its strength and other properties are affected adversely by exposure for extended periods to temperatures above about 100°F. The combination of high relative humidity or MC and high temperatures, as in unventilated attic areas, can have serious effects on roof sheathing materials and structural elements over and above the potential for attack by decay organisms. Simple remedies and caution usually prevent any problems.
At temperatures above 220°F, wood takes on a thermoplastic behavior. This characteristic, which is rarely encountered in normal construction, is an advantage in the manufacture of some reconstituted board products, where high temperatures and pressures are utilized.
Environmentally friendly
Timber is the most environmentally responsible building material. Timber has low production energy requirements and is a net carbon absorber. Timber is a renewable resource. Well- managed forests produce timber on a sustained continuous basis, with minimal adverse effects on soil and water values.
115 * Under revision
In plentiful and growing supply
Timber is readily available. Australia has significant forest resources including a plantation estate covering more than 1.6 million hectares, and the area is growing rapidly.
Strong and lightweight
Timber is strong, light and reliable making timber construction simpler and safer than steel or concrete construction. A comparison with steel and concrete shows that radiata pine structural timber, for example, has a strength for weight ratio 20 percent higher than structural steel and four to five times better than unreinforced concrete in compression. The lightweight structures possible in wood confer flow-on advantages in terms of reduced foundation costs, reduced earthquake loading and easier transport. Building components and complete constructions are simple and safe to erect, and cheaper to deconstruct or reuse at the end of a buildingís useful life.
Chemical Properties
Though, would is chemically inert as compared to other materials but is affected by some acids and bases. Some species have proven very useful for food containers (berry boxes and crates) because they are nontoxic and impart no taste to the foods contained therein. Wood structures have also found widespread use as storage facilities for salt and fertilizer chemicals
DRY ROT
The turning of timber tissues to almost dry powder by fungi is called dry rot.The fungus feed upon the wood and eats the wood tissue, thus penetrating the wood fibres from all direction.
Prevention:
1.well seasoned timber should be used.
2.timber should be used where there is free circulation and access of air.
Remedy:
1. the timber should be painted with a solution of copper sulphate
2.the high temperature of seasoning of kiln helps in killing the Fungi.
WET ROT
The disintegration of tissue of timber due to alternate wetting and drying is called wet rot. The attacks take place through the wounds in bark by the access of water.
Prevention:
All timber for exterior or underground work should
be first properly seasoned and then coated with tar to keep out the dampness.
116 * Under revision
Remedy:
The best remedy for treating wet rot is by using a suitable preservative
Seasoning of Timber
From day to day, most people have some contactwith "seasoned" timber. From childhood days woodencots and toys, to school desks and, eventually, to wooden furniture and flooring in homes or places of employment - seasoned timber is to be found. Yet how many people really understand what seasoned timber is?
Only when cracks appear in furniture or floor, orwhen a door shows some degree of warping, is anythought given to this concept. It is to be regretted thateven some people associated with the timber tradehave little knowledge of what seasoned timber is andthe best method of obtaining it.
What is "seasoned" timber?
The process of drying out the water from "wet" or"green" timber is termed
"seasoning", or more simply"drying". Water is just as essential to the life of atree as it is for all living matter. Together with thevarious minerals, it enters through the roots of the treeand is carried in the sapwood - the outer woody part tothe leaves. The food, that is the sugars and starch,are made in the leaves by photosynthesis and aretransported in solution down the inner bark to thegrowing cells. The whole trunk of the tree is made upof cells, which are like small tubes, having walls ofcellulose and a more or less hollow' cavity filled withwater and other materials known as sap. Consequently,when the tree is felled and the resulting logis sawn into timber, the sawn sections consist ofinnumerable small cells containing water. Drying themoisture out of wood enhances its properties to suchan extent that the resulting timber is given the specialname "seasoned" rather than "dried" although theterms are identical.
Why is timber seasoned?
Seasoning timber causes many changes in its properties, and in practically every case
the change is animprovement. There is only one principal disadvantagein drying timber, namely, the loss in volume dueto shrinkage. However, by a correct understandingof the shrinkage of timber this effect can be minimized,and timber can then be confidently usedwithout fear of adverse behaviour subsequently inservice.
Types of Seasoning
(i) Natural Seasoning: It may be air seasoning or water seasoning. Air seasoning is carried out in a shed with a platform. On about 300 mm high platform timber balks are stacked as shown in Fig. 1.8.
(ii)
Care is taken to see that there is proper air circulation around each timber balk. Over a period, in a natural process moisture content reduces. A well-seasoned timber contains only 15% moisture. This is a slow but a good process of seasoning. Water seasoning is carried out on the banks of rivers. The thicker end of the timber is kept pointing upstream side. After a period of 2 to 4 weeks the timber is taken out. During this period sap contained in the timber is washed out to a great extent. Then timber is stalked in a shed with free air circulation.
117 * Under revision
(iii) Artificial Seasoning: In this method timber is seasoned in a chamber with regulated heat,controlled humidity and proper air circulation. Seasoning can be completed in 4
to 5 days different methods of seasoning are:
(a) Boiling
(b) Kiln seasoning
(c) Chemical seasoning (d) Electrical seasoning.
only. The
(a) Boiling: In this method timber is immersed in water and then water is boiled for 3 to 4 hours.Then it is dried slowly. Instead of boiling water hot steam may be circulated on timber.The process ofseasoning is fast, but costly.
(b) Kiln Seasoning: Kiln is an airtight chamber. Timber to be seasoned is placed inside it. Thenfully saturated air with a temperature 35°C to 38°C is forced in the kiln. The heat gradually reachesinside timber. Then relative humidity is gradually reduced and temperature is increased, and maintained till desired degree of moisture content is achieved.
The kiln used may be stationary or progressive. In progressive kiln the carriages carrying timber travel from one end of kiln to other end gradually. The hot air is supplied from the discharging end so that temperature increase is gradual from charging end to discharging end. This method is used for seasoning on a larger scale.
(c) Chemical Seasoning: In this method, the timber is immersed in a solution of suitablesalt.Then the timber is dried in a kiln. The preliminary treatment by chemical seasoning ensures uniform seasoning of outer and inner parts of timber.
(d) Electrical Seasoning: In this method high frequency alternate electric current is passed through timber. Resistance to electric current is low when moisture content in timber is high.
118 * Under revision
As moisture content reduces the resistance reduces. Measure of resistance can be used to stop seasoning at appropriate level.
However it is costly process. This technique has been tried in some plywood industries but not in seasoning of timber on mass scale.
Different methods of seasoning:
Air Seasoning
The traditional method for drying wood, air seasoning is also the longest, taking six to nine months. To air season wood, stack logs or planks outside on pallets in such a manner that air can circulate vertically and horizontally through the timbers. The raised pallets also keep wood away from vegetation and damp ground. Plank and log ends are often wrapped or sealed to prevent excessive moisture loss through these areas. Protect the drying wood from the elements with an overhead canopy.
Kiln Seasoning
The most common and effective commercial process for drying wood is kiln seasoning, which accelerates the process of removing moisture through the use of external energy. Drying takes two days to one weekend, depending on the type of wood. Two methods, progressive and compartmental, are used for kiln seasoning. In a progressive kiln, timber enters at one end and travels on a trolley through chambers with different air conditions to progressive dry the wood. This method produces a constant flow of seasoned timber. Wood seasoned via the compartmental process remains in a single building where it is subjected to a program of varying conditions until the moisture content is removed. This process is used for hard-to-dry or expensive wood.
Solar Kiln
This method combines the speed of kiln seasoning with the low energy of air drying. Solar kilns have single-thickness windows on the south side of the structure that work as collectors to trap the sun’s energy. Heat collectors, made from black metal are attached near the top of the window sashes. Various methods force the heated air to circulate through the kiln to dry the wood. Some solar kilns have insulation to retain heat at night. This process takes approximately twice as long as traditional kiln seasoning. Because of its gentle nature, it is well suited to producing wood for furniture fabrication.
Microwave Seasoning
Microwave seasoning uses pulsed energy directed into timbers to drive out moisture in a manner that will not cause seasoning degrade. This method also provides advantages such as high speed and high quality and is well suited for seasoning lumber, blocks, veneer, chips, paper and wood-based composite materials. Areas in the wood with the most moisture absorb the most energy resulting in even temperature during the drying process and a uniform moisture content. These factors enhance quality and reduce timber checking and warping.
119 * Under revision
Advantages of seasoning:
Three most important advantages of seasoning have already been made apparent:
1. Seasoned timber lasts much longer than unseasoned. Since the decay of timber is due to the attacks of wood-destroying fungi, and since the most important condition of the growth of these fungi is water, anything which lessens the amount of water in wood aids in its preservation.
2. In the case of treated timber, seasoning before treatment greatly increases the effectiveness of the ordinary methods of treatment, and seasoning after treatment prevents the rapid leaching out of the salts introduced to preserve the timber.
3. The saving in freight where timber is shipped from one place to another. Few persons realize how much water green wood contains, or how much it will lose in a comparatively short time. Experiments along this line with lodge-pole pine, white oak, and chestnut gave results which were a surprise to the companies owning the timber.
Freight charges vary considerably in different parts of the country; but a decrease of 35 to 40 per cent in weight is important enough to deserve everywhere serious consideration from those in charge of timber operations.
When timber is shipped long distances over several roads, as is coming to be more and more the case, the saving in freight will make a material difference in the cost of lumber operations, irrespective of any other advantages of seasoning.
120 * Under revision
16. FOUNDATION
The selection of the foundation type for a particular site depends on the following considerations:
1. Nature of subsoil.
2. Nature and extent of difficulties
3. Availability of expertise and equipment
Depending upon their nature and depth, foundations have been categorized as follows:
(i) Open foundations or shallow foundations
(ii) Deep foundations
OPEN FOUNDATIONS
This is the most common type of foundation and can be laid using open excavation by allowing natural slopes on both sides. This type of foundation is practicable for a depth up to 5m and is normally convenient above the water table. The base of the structure is enlarged or spread to provide individual support. Since spread foundations are constructed in open excavations, therefore they are termed as open foundations. The various types of spread footings are:
1. Wall footings,
2. Isolated footings,
3. Combined footings,
4. Inverted arch footings,
5. Continuous footings
6. Cantilever footing
7. Grillage footing
1. Wall Footings: These footings can either be simple or stepped. The base course of these footings can be concrete or of entirely one material. They have only one projection beyond the width of the wall on either side. The width of the concrete base should be at least equal to twice the width of the wall. The depth of the concrete bed is at least equal to the projection. Generally the projection provided in the footing is 15cm, on either side
121 * Under revision
and the concrete mix comprises of cement, sand and aggregate in proportion of 1:3:6 or 1:4:8.
2. Isolated or Column Footings: They are used to support individual columns. In case of heavy loaded columns, steel reinforcements is provided. Generally, 15cm offset is provided on all sides of concrete bed. The footing of concrete columns may be slab, stepped or sloped type.
3. Combined Footings: A combined footing supports two or more columns in a row. The combined footing can be rectangular in shape if both the columns carry equal loads or can be trapezoidal if both the loads are unequal. Generally they are constructed of reinforced concrete. The location of the center of the gravity of the column loads and centroid of the footing should coincide.
4. Inverted arch footing: This type of footing is used on soft soils to reduce the depth of the foundation. Loads above an opening are transmitted from supporting walls through inverted arches to the soil. In this type of footings the end columns must bes stable enough to resist the outward pressure caused by the arch action.
5. Continuous footings: In this type of footing a single continuous R.C. slab is provided as foundation of two or three or more columns in a row. This type of footing is suitable at locations liable to earthquake activities. This also prevents differential settlements in structures.
6. Strap or cantilever footings: Strap footing consists of two or more individual footings connected by a beam called strap. This type of footing is used where the distance between the columns is so great that the trapezoidal footing becomes quite narrow with bending moments.
7. Grillage footings: this type of footings is used to transmit heavy loads from steel columns to the soils having low bearing power. This type of arrangements prevents deep excavations and provides necessary area at base to reduce the intensity of the pressure.
RAFT FOUNDATIONS
A raft or mat is a combined footing that covers the entire area beneath a structure and supports all the columns. They are used where the soil mass contains compressible lenses so that the differential settlement would be difficult to control. Raft foundation is also used to reduce the settlement above highly compressible soils by making the weight of the structure and raft approximately equal to the weight of the soil excavated. The raft is composed of reinforced concrete beam with a relatively thin slab underneath.
122 * Under revision
DEEP FOUNDATIONS
These foundations carry loads from a structure through weak incompressible soils or fills on to the stronger and less compressible soils or rocks at depth. These foundations are in general used as basements, buoyancy rafts, caissons, cylinders, shaft and piles
1. Basements. They are constructed in place in an open excavations. They are hollow substructures designed to provide working space below ground level.
2. Buoyancy Rafts. They are hollow substructures designed to provide a buoyant substructure beneath which reduce net loadings on the soil to the desired low density.
3.Caissons. They are hollow s8ubstructures designed to be constructed on or near the surface and then sunk as single units to their required level.
4.Cylinders. They are single small cell caissons.
5.Shaft Foundations. They are constructed within deep excavation supported by lining
constructed in place and subsequently filled with concrete.
6.Pile Foundations. The pile foundation is a construction supported on piles. A pile is an element of construction composed of timber, concrete or steel or a combination of them. The piles may be placed separately or they may be placed in form of a cluster throughout the structure.
Classification of piles:
1. Classification based on function: Bearing Pile, Friction Pile, Screw Pile, compaction Pile, Uplift Pile, Batter Pile and Sheet Pile
2. Classification based on materials and composition: Cement concrete piles, Timber piles, Steel piles, Sand Piles, and Composite piles.
123 * Under revision



No comments yet
Be the first to share your thoughts!